1.Exploring the 20T Pyrolysis Plant
In today’s world, where environmental awareness continues to grow and the demand for resource recycling becomes increasingly urgent, the 20T Pyrolysis Plant has emerged as a key player in the fields of environmental protection and resource recovery. With its advanced pyrolysis technology, it can process up to 20 tons of waste per day—showing exceptional performance, especially in plastic waste treatment.
Plastics, an indispensable material in modern life, are used in a wide range of applications—from everyday items such as plastic bags and bottles to electronic components and construction materials like pipes. However, the massive generation of plastic waste has placed a heavy burden on the environment. Traditional disposal methods such as landfilling occupy vast areas of land, while plastics take hundreds or even thousands of years to decompose naturally. Incineration, on the other hand, releases large amounts of harmful gases, such as dioxins, causing severe air pollution.
The 20T Pyrolysis Plant provides an effective solution to these problems. It can convert various types of waste plastics, including hard-to-degrade composite plastics, into valuable resources such as fuel oil, combustible gas, and carbon black—truly transforming “waste” into “treasure.” Moreover, the plant is also capable of processing other pyrolyzable materials, including rubber waste (such as used tires), biomass waste (like discarded wood and crop straw), and even some industrial residues containing organic matter.
Essentially, it serves as a “resource transformation factory,” turning seemingly useless waste into reusable resources. This not only reduces environmental pollution but also decreases the demand for virgin resource extraction—making the 20T Pyrolysis Plant an indispensable force in the global effort toward sustainability and circular economy development.

2.The “Past and Present” of Plastics
(1) The wide applications and classification of plastics
In today’s society, plastics have become deeply integrated into every aspect of our lives. From daily necessities to industrial production, from construction materials to electronic devices, plastics are everywhere. In everyday life, we encounter various plastic products almost every day—such as plastic bags and cling film used for food packaging, which effectively preserve freshness and extend shelf life; plastic tableware, favored for its lightweight and shatter-resistant nature, making it ideal for outdoor dining or picnics; and plastic toys, which enrich children’s lives, bringing joy and inspiring creativity.
In industry, plastics also play a vital role. In automobile manufacturing, for example, plastics are widely used in interior components such as seats, dashboards, and door panels. This not only reduces the weight of vehicles and improves fuel efficiency but also enhances comfort for drivers and passengers. In electronics manufacturing, plastics are used to produce phone shells, computer casings, and keyboards. Their excellent insulating properties ensure device safety, while their easy moldability allows for complex and innovative designs.
Plastics come in many varieties and can be broadly classified into thermoplastics, thermosetting plastics, and fiber-reinforced plastics, based on their behavior when heated.
Thermoplastics soften when heated and harden when cooled, allowing them to be repeatedly reshaped within a certain temperature range. Their molecular structures are usually linear or branched. Common thermoplastics include polyethylene (PE), polypropylene (PP), polyvinyl chloride (PVC), polystyrene (PS), polyamide (PA, commonly known as nylon), and polycarbonate (PC).
Polyethylene (PE) offers excellent low-temperature resistance and chemical stability, widely used in food packaging such as plastic bags and cling films.
Polypropylene (PP) has high heat resistance and is commonly used for plastic tableware, containers, and household goods.
Polyvinyl chloride (PVC) is strong and widely used in construction for pipes and window frames, though it may release harmful substances under certain conditions.
Polystyrene (PS) provides good insulation and cushioning, found in foam packaging and disposable tableware.
Polyamide (PA) features high strength and wear resistance, used in machinery and automotive components.
Polycarbonate (PC) offers outstanding impact resistance, dimensional stability, and optical clarity, often used in electronic housings and optical lenses.
Thermosetting plastics soften and flow when first heated but undergo chemical reactions to harden permanently once cured. This transformation is irreversible—they cannot be remelted or dissolved afterward. Before curing, their molecular structures are linear or branched, but afterward, cross-linking creates a three-dimensional network that provides rigidity and heat resistance. Common thermosetting plastics include phenolic, epoxy, and amino plastics.
Phenolic plastics are rigid, heat-resistant, and wear-resistant, suitable for cookware handles, electrical components, and bearings under water-lubricated conditions. Their drawbacks include brittleness and low impact strength.
Epoxy plastics—known as “universal glue”—offer excellent adhesion, chemical resistance, heat resistance, and electrical insulation, making them ideal for adhesives, electronic encapsulation, and anti-corrosion coatings.
Amino plastics include urea-formaldehyde and melamine-formaldehyde types. Urea-formaldehyde plastics are bright, hard, and oil-resistant but have poor water resistance, often used in daily items, lighting parts, and electrical components. Melamine-formaldehyde plastics, which are non-toxic, color-stable, and resistant to boiling water, are used in tableware, aircraft cups, electrical switches, and explosion-proof accessories.
Fiber-reinforced plastics (FRP) are high-performance composites made from fibers (such as glass, carbon, or aramid) and resin matrices (such as epoxy, polyester, or phenolic resins). They are lightweight yet strong, corrosion-resistant, heat-resistant, electrically insulating, and easy to mold.
In transportation, FRPs are used in vehicles, trains, ships, and aircraft components—such as bodies, doors, roofs, frames, hulls, and wings—to reduce weight and enhance efficiency and safety. In construction, they are used in structural and decorative parts—beams, columns, panels, pipes, doors, windows, and roofs—to improve durability and aesthetics. In power and communications, they serve as brackets and protective casings for cables, offering wind and lightning resistance. In the chemical and petroleum industries, FRPs are used in tanks and pipelines to enhance corrosion and pressure resistance.

(2) The serious challenges posed by plastic waste
With the widespread use of plastics, the generation of plastic waste is also increasing daily, posing severe challenges to the environment and ecosystems. According to statistics, hundreds of millions of tons of plastic waste are produced globally each year, and this number continues to grow. Most of this waste is not properly managed; it is often discarded into the natural environment, landfilled, or incinerated, causing various environmental hazards.
Plastic waste seriously pollutes the soil. Due to its resistance to degradation, plastic can persist in the soil for long periods, hindering the transport of water and nutrients, reducing soil aeration, and disrupting the soil’s ecological structure. This diminishes soil fertility, suppresses crop growth, and lowers yields. Studies have shown that in farmlands heavily polluted with plastics, crop yields can decrease by 20%–30%. In addition, additives in plastics and small molecules generated during plastic degradation may leach into the soil, harming soil microorganisms and other organisms, further disrupting the ecological balance.
Plastic waste also significantly pollutes water bodies. Large amounts of plastic are discharged into rivers, lakes, and oceans, not only affecting the aesthetic quality of water but also threatening aquatic life. Floating plastics block sunlight, hindering photosynthesis in aquatic plants and reducing oxygen levels in the water, which negatively affects aquatic organisms. Many aquatic animals, such as sea turtles, seabirds, and fish, mistake plastics for food. Since plastics cannot be digested, they can cause intestinal blockage, malnutrition, and even death. Statistics show that millions of seabirds, turtles, and marine animals die each year due to plastic ingestion, and over 90% of seabirds globally have plastic residues in their stomachs. Furthermore, plastics in water gradually break down into microplastics, which can enter the human body through the food chain, posing potential health risks.

Incineration of plastic waste also presents problems. Burning plastics generates large amounts of harmful gases, such as dioxins, furans, and polycyclic aromatic hydrocarbons, which severely pollute the air and threaten human health. Dioxins are highly toxic and can cause cancer, birth defects, and genetic mutations. Long-term exposure increases the risk of cancer and respiratory diseases. Additionally, burning plastics consumes large amounts of energy, exacerbating the energy crisis.
Faced with these severe challenges, traditional plastic disposal methods, such as landfilling and incineration, can no longer meet environmental protection and sustainable development requirements. Therefore, finding more effective ways to manage plastic waste has become urgent. Pyrolysis, as an emerging plastic treatment technology, has the potential to convert plastic waste into valuable resources, offering new approaches and solutions to the global plastic waste problem.
3.Inside the 20T Pyrolysis Plant
(1) Revealing the principles of pyrolysis
The core technology of the 20T Pyrolysis Plant is pyrolysis, a process in which plastics and other organic materials are thermally decomposed into smaller molecules in an oxygen-free or low-oxygen environment. The principle is based on the chemical structure of plastics, which are typically composed of high-molecular-weight polymers. These polymers form long chains connected by covalent bonds. During pyrolysis, when the temperature reaches a certain level, these covalent bonds absorb enough energy to break, causing the high-molecular polymers to decompose into smaller molecular fragments.
Take polyethylene (PE) as an example. Its molecular structure is [CH₂-CH₂]ₙ. During pyrolysis, the C–C and C–H bonds break, producing a series of small molecules, such as alkenes like ethylene (C₂H₄), propylene (C₃H₆), and butylene (C₄H₈), as well as some alkanes and liquid hydrocarbons. Under different temperatures and reaction conditions, these small molecules can undergo secondary reactions, such as polymerization, cyclization, and aromatization, generating a wider variety of products.
Factors such as temperature, heating rate, reaction time, and feedstock composition significantly affect the type and yield of pyrolysis products. Generally, increasing the pyrolysis temperature raises the gas yield while reducing the amount of solid carbon. A faster heating rate accelerates the pyrolysis reaction but may result in uneven product distribution. Extending the reaction time can improve the reaction degree, but excessively long times increase energy consumption and production costs.
Pyrolysis is a complex physico-chemical process. By precisely controlling reaction conditions, plastic waste can be efficiently converted into high-value products such as fuel oil, combustible gas, and carbon black.

(2) A complete analysis of the process flow
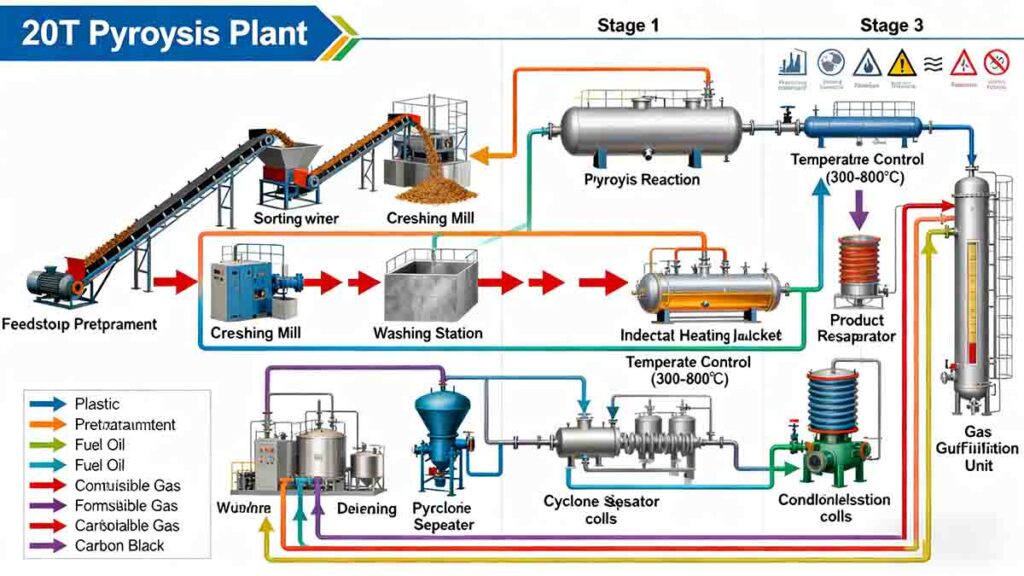
The process flow of the 20T Pyrolysis Plant mainly includes feedstock pretreatment, pyrolysis reaction, and product separation and purification.
1. Feedstock Pretreatment
This is the first step in the process, aimed at removing impurities from plastic waste and adjusting the size and shape of the feedstock to meet the requirements of the pyrolysis reaction. This step typically involves sorting, crushing, washing, and drying. First, metals, glass, paper, wood, and other impurities are removed manually or mechanically to prevent damage to the pyrolysis equipment and to ensure the quality of the pyrolysis products. Next, the plastic waste is crushed into appropriately sized pieces, generally a few to several centimeters, increasing the contact area with the pyrolysis environment and improving reaction rate and efficiency. Then, the crushed plastics are washed to remove dirt, grease, dust, and other contaminants, ensuring higher product purity. Finally, the plastics are dried to remove moisture, which would otherwise consume significant heat for evaporation, reduce pyrolysis efficiency, and affect the quality of the products.
2. Pyrolysis Reaction
After pretreatment, the plastics enter the pyrolysis reactor. In a 20T Pyrolysis Plant, pyrolysis typically takes place in a specially designed furnace using indirect heating methods such as hot oil, hot water, steam, or electric heating. This ensures uniform temperature distribution and prevents air from entering, creating an oxygen-free or low-oxygen environment. The reactor temperature is generally controlled between 300°C and 800°C and can be adjusted depending on the type of plastic and desired products. For example, polyethylene (PE) and polypropylene (PP) mainly produce light hydrocarbons, naphtha, heavy oil, kerosene, and wax-like solids at 400°C–600°C, while temperatures above 600°C favor the formation of mixed fuel gases such as CH₄ and C₂H₄. During pyrolysis, plastics decompose into gas, liquid, and solid products. The high-temperature gas and steam generated carry significant thermal energy, which can be recovered through a waste heat recovery system for preheating feedstock, heating water, or generating steam, improving energy efficiency and reducing production costs.
3. Product Separation and Purification
The pyrolysis products exiting the reactor are a mixture of gas, liquid, and solid, which require separation and purification to obtain clean fuel oil, combustible gas, and carbon black. First, a cyclone separator separates solid particles (such as carbon black) from gas and liquid. The cyclone uses centrifugal force to push solids to the wall, allowing them to fall and separate from gas and liquid. The separated carbon black can then be processed further and used as a rubber reinforcing agent, ink additive, battery electrode material, and in other applications.
Next, pyrolysis gas and liquid enter a condensation system, where condensable liquids such as fuel oil are cooled and separated from the gas using a gas-liquid separator. The fuel oil can be further refined through distillation or hydrogenation to meet relevant fuel standards for industrial or power applications. The remaining non-condensable gases—primarily hydrogen, carbon monoxide, methane, and other combustible gases—may contain small amounts of impurities such as hydrogen sulfide or tar. These are removed via desulfurization, deodorization, and dust removal equipment to meet environmental emission standards, after which the gas can be used as fuel for the pyrolysis furnace, power generation, or other industrial purposes.
The entire separation and purification process employs advanced technologies and equipment, ensuring high purity and quality of pyrolysis products while achieving resource recovery and environmentally safe treatment of plastic waste.
(3) Core equipment and technological highlights
The core equipment of the 20T Pyrolysis Plant includes the pyrolysis reactor, heating system, and flue gas treatment system. These devices incorporate advanced technologies and design concepts, offering high efficiency, energy savings, and environmental protection.
1. Pyrolysis Reactor
The pyrolysis reactor is the key equipment in the plant, directly affecting the efficiency of the pyrolysis reaction and the quality of the products. The reactors used in a 20T Pyrolysis Plant typically have the following features:
High-temperature resistant materials: Made from stainless steel, heat-resistant alloys, or ceramics, the reactor can withstand high temperatures (usually 300°C–800°C) and resist corrosive substances generated during pyrolysis, ensuring long-term stable operation.
Excellent insulation: High-performance insulation materials and structural design minimize heat loss, maintain the required pyrolysis temperature, and reduce energy consumption.
Uniform heating: Equipped with stirring or circulation systems to ensure even heating of materials, improving pyrolysis efficiency and uniformity.
Sealed design: Prevents air or external gases from entering, maintaining the oxygen-free or low-oxygen environment.
Multi-zone design: Some advanced reactors have multiple reaction zones with independently controlled temperatures and reaction conditions, optimizing the pyrolysis stages, improving efficiency, and enhancing product selectivity.
2. Heating System
The heating system provides the necessary thermal energy for pyrolysis and significantly affects energy consumption and costs. The 20T Pyrolysis Plant typically uses indirect heating methods, such as hot oil, hot water, steam, or electric heating, ensuring uniform temperature distribution in the reactor and preventing local overheating. Advanced temperature control systems allow precise regulation of reactor temperature, maintaining optimal conditions for the pyrolysis reaction. Some plants also use waste heat recovery, capturing residual heat from high-temperature gases and steam to preheat feedstock, heat water, or generate steam, further improving energy efficiency and reducing costs.
3. Flue Gas Treatment System
The flue gas treatment system ensures environmental compliance. Pyrolysis generates exhaust gases containing partially combusted organics, CO₂, water vapor, and potentially harmful substances. Direct discharge would severely pollute the environment. The 20T Pyrolysis Plant employs advanced technologies such as SCR (Selective Catalytic Reduction) for denitrification, activated carbon adsorption, baghouse filtration, and wet desulfurization to remove harmful substances.
SCR denitrification: Ammonia (NH₃) reacts with NOx under catalyst and temperature control, converting NOx into harmless N₂ and H₂O, reducing nitrogen oxide emissions.
Activated carbon adsorption: High surface area of activated carbon captures organic compounds and other pollutants.
Baghouse filtration: Filters capture particulate matter from exhaust gas.
Wet desulfurization: Alkaline solutions react with SO₂ in exhaust gas to form sulfites or sulfates, removing sulfur oxides.
The system is also equipped with real-time monitoring devices to track pollutant concentrations, ensuring emissions meet national and local environmental standards. These technologies effectively reduce environmental pollution, achieving environmentally friendly production.
4. Automation and Intelligent Monitoring
In addition to core equipment, the 20T Pyrolysis Plant uses automated control systems and intelligent monitoring technologies to improve efficiency and management. Automated control regulates all production stages, reducing manual intervention, improving product quality, and minimizing human error. Intelligent monitoring uses sensors and IoT technology to track equipment status, production parameters, and environmental conditions. The system can issue alerts and provide solutions in case of equipment failure, production anomalies, or environmental parameter exceedances, ensuring safe and stable operation.
The advanced equipment and technology of the 20T Pyrolysis Plant provide significant advantages in plastic waste treatment and resource recovery, making an important contribution to environmental protection and sustainable development.
4.The Diverse Value of Pyrolysis Products
(1) Fuel oil: A new hope for the energy sector
The fuel oil produced from pyrolysis has broad application prospects in the industrial and energy sectors, demonstrating significant advantages as a clean energy source. In industry, pyrolysis fuel oil can be used as fuel for boilers, furnaces, and other equipment, providing the necessary heat for production. For example, in the steel industry, it can replace conventional heavy oil to heat blast furnaces, supplying the high temperatures needed for steel smelting. In the chemical industry, it can serve as fuel for reaction furnaces, supporting various chemical processes. Pyrolysis fuel oil can also be further refined and processed into gasoline, diesel, and other transportation fuels, helping to alleviate the energy crisis and reduce reliance on traditional fossil fuels.
Compared with conventional fossil fuels, pyrolysis fuel oil offers several advantages as a clean energy source. First, it has lower sulfur and nitrogen content, resulting in reduced emissions of sulfur dioxide (SO₂) and nitrogen oxides (NOx) during combustion. This helps mitigate environmental problems such as acid rain and smog, contributing to improved air quality. Second, pyrolysis fuel oil has high combustion efficiency, releasing more energy and improving energy utilization. Studies show that, compared to traditional diesel of the same mass, pyrolysis fuel oil can produce 10%–15% more heat. Furthermore, its primary feedstock consists of waste plastics and other renewable resources, making its production and use aligned with sustainable development principles, reducing greenhouse gas emissions, and addressing climate change.

(2) Carbon black: An essential industrial material
Carbon black is an important solid product generated during the pyrolysis process, with wide applications in industries such as rubber, ink, and coatings, playing a key role in reducing dependence on traditional resources.
In the rubber industry, carbon black is an indispensable reinforcing agent and filler. It significantly enhances rubber’s strength, wear resistance, and aging resistance, and is widely used in the production of tires, conveyor belts, rubber seals, and other rubber products. For example, in tire manufacturing, carbon black typically accounts for 20%–50% of the rubber mass, which can improve tire wear resistance by 30%–50%, effectively extending tire service life.
In the ink industry, carbon black serves as the primary pigment for black inks. It offers high color depth, good dispersibility, and stability, enabling inks to display vibrant, deep black tones, and is widely used in printing, painting, and other applications.
In the coatings industry, carbon black functions not only as a colorant to give coatings a black appearance but also improves coating properties such as weather resistance, chemical corrosion resistance, and electrical conductivity. It is commonly used in automotive paints, industrial anticorrosion coatings, and conductive coatings.
The broad application of carbon black is significant for reducing resource dependence. Traditional carbon black production relies heavily on fossil resources such as petroleum and natural gas. Pyrolysis technology, however, can convert waste plastics and other waste materials into carbon black, achieving resource recycling and reducing the extraction and consumption of fossil resources. This approach helps alleviate resource scarcity, lowers production costs, and reduces environmental pollution, achieving both economic and environmental benefits. Furthermore, with continuous technological advancement, the quality and performance of pyrolysis carbon black have steadily improved, gradually allowing it to replace part of traditional carbon black, expanding its applications and providing more sustainable raw material options for industrial production.

(3) Combustible gas: An efficient energy carrier
Combustible gas is an important component of pyrolysis products and plays a crucial role in energy supply, particularly in power generation and heating, demonstrating significant advantages. The main components of pyrolysis-derived combustible gas include hydrogen (H₂), carbon monoxide (CO), methane (CH₄), and other gases, which have high calorific value and serve as excellent energy carriers.
In power generation, combustible gas can be converted into electricity through gas turbines, internal combustion engines, and other equipment, providing power for industrial production and residential use. Compared with traditional coal-fired power, electricity generation using combustible gas offers higher efficiency and lower pollution. For example, gas turbine power generation can reach an efficiency of 35%–45%, which is 10%–15% higher than traditional coal-fired power, while reducing emissions of sulfur dioxide, nitrogen oxides, and particulate matter.
In heating applications, combustible gas can be used directly in boilers, furnaces, and other equipment, providing heat for industrial production and residential heating. Compared with traditional coal-based heating, combustible gas heating is cleaner, more efficient, and easier to control, improving heating quality while reducing environmental pollution.
The role of combustible gas in energy supply is significant. It can serve as an independent energy source to meet the needs of specific regions or industries, and it can complement other energy forms such as solar, wind, and hydro power, contributing to a diversified and stable energy supply system. Additionally, with ongoing advances in energy technology, combustible gas can also serve as a feedstock for synthetic fuels and chemical raw materials, further expanding its applications and supporting the sustainable development of the energy sector.
5.Pyrolysis Encounters with Other Feedstocks
(1) Biomass: Opening a new chapter in green energy
Biomass pyrolysis is a process in which biomass is thermally decomposed into smaller molecules in an oxygen-free or low-oxygen environment. Biomass is typically composed of cellulose, hemicellulose, and lignin, which undergo a series of complex chemical reactions during pyrolysis, breaking down into gas, liquid, and solid products. At temperatures between 300°C and 500°C, cellulose and hemicellulose in the biomass decompose first, producing condensable volatiles and a small amount of char. As the temperature rises to 500°C–800°C, lignin begins to decompose, generating more gas and liquid products.
The main products of biomass pyrolysis include biochar, bio-oil, and syngas. Biochar is a carbon-rich solid with good porosity and adsorption properties, which can be used for soil improvement and activated carbon production. In soil improvement, biochar enhances soil fertility, improves soil structure, increases water and nutrient retention, and promotes plant growth. In activated carbon production, biochar can be further activated to produce high-performance activated carbon for water treatment, air purification, and other applications.
Bio-oil is a dark brown liquid composed of water, organic acids, alcohols, phenols, aldehydes, ketones, and other organic compounds. It can be used as fuel or a chemical feedstock. Bio-oil can be burned directly in boilers to provide heat, further refined into transportation fuels such as gasoline or diesel, or used to extract high-value chemicals such as phenols and organic acids for pharmaceutical and chemical industries. Syngas mainly consists of hydrogen, carbon monoxide, and methane, which can be used for power generation, heating, or as chemical feedstock.
Co-pyrolysis of plastic and biomass offers several advantages. Firstly, biomass contains oxygen, which can support pyrolysis reactions when co-pyrolyzed with plastic, improving reaction efficiency. Secondly, adding biomass can adjust the distribution of pyrolysis products, reducing char and tar formation while increasing gas and liquid yields. For example, studies show that in co-pyrolysis experiments with polyethylene and biomass, increasing the proportion of biomass significantly raises the hydrogen and carbon monoxide content in the gas products and increases the proportion of light hydrocarbons in the liquid products. Additionally, co-pyrolysis allows for the synergistic utilization of two types of waste, converting them into valuable energy and materials, lowering production costs, and reducing environmental pollution.
In terms of application prospects, plastic-biomass co-pyrolysis technology can be applied across multiple fields. In the energy sector, the resulting syngas and bio-oil can serve as clean energy sources for industrial production and residential use. In the chemical industry, various organic compounds in the pyrolysis products can be used as feedstocks for synthesizing chemicals. In agriculture, biochar produced from co-pyrolysis can be used for soil improvement, enhancing fertility and promoting sustainable farming. With ongoing technological development, plastic-biomass co-pyrolysis is expected to become an important method for waste treatment and resource recovery, contributing to green energy and sustainable development goals.

(2) Rubber: The rebirth of waste rubber
Rubber pyrolysis is a process in which waste rubber is thermally decomposed into smaller molecules under high temperatures and in oxygen-free or low-oxygen conditions. Waste rubber typically comes from discarded tires and rubber products, with its main components being natural rubber and synthetic rubber. During pyrolysis, the carbon–carbon double bonds and carbon–hydrogen bonds in the rubber molecules break, forming a range of smaller molecular compounds.
At temperatures between 400°C and 600°C, waste rubber primarily decomposes into rubber oil, carbon black, and a small amount of combustible gas. As the temperature increases to 600°C–800°C, the rubber oil further decomposes, producing more combustible gas while the yield of carbon black decreases.
The products of rubber pyrolysis have broad applications. Rubber oil can be used as a fuel for industrial boilers, furnaces, and other equipment, providing thermal energy for industrial production. It can also serve as a chemical feedstock for producing synthetic rubber, plastics, coatings, and other products. For instance, in synthetic rubber manufacturing, rubber oil can act as a softener to improve processing and physical properties; in coatings production, it can function as a solvent and plasticizer, enhancing adhesion and flexibility.
Carbon black is one of the key products of rubber pyrolysis, characterized by high specific surface area, strong adsorption, and good conductivity. In the rubber industry, it is an essential reinforcing agent that significantly enhances the strength, wear resistance, and aging resistance of rubber products, and is widely used in tires, conveyor belts, rubber seals, and other products. Beyond rubber, carbon black is also applied as a pigment, ink additive, and battery electrode material in industries such as printing, coatings, and electronics.
Combustible gas, mainly composed of hydrogen, carbon monoxide, and methane, can be used for power generation, heating, or as a chemical feedstock.
Waste rubber pyrolysis plays an important role in addressing rubber waste pollution. With the rapid development of the automotive and rubber product industries, the volume of waste rubber is increasing. If not properly managed, waste rubber occupies large amounts of land and causes serious environmental pollution. Traditional disposal methods, such as landfilling and incineration, have significant drawbacks. Landfilling results in long-term degradation issues, occupies land, and can contaminate soil and groundwater. Incineration generates large amounts of harmful gases, such as sulfur dioxide, nitrogen oxides, and particulate matter, causing severe air pollution.
Pyrolysis technology converts waste rubber into valuable resources, achieving volume reduction, resource recovery, and harmless treatment. Through pyrolysis, rubber components are decomposed into useful substances such as rubber oil, carbon black, and combustible gas, which can be reintegrated into production and daily use. This reduces the demand for virgin resources and lowers production costs. Harmful by-products generated during pyrolysis are effectively controlled and treated, minimizing environmental impact. Waste rubber pyrolysis thus provides an effective solution to rubber waste pollution and plays a significant role in promoting resource recycling and environmental protection.

(3) Mixed waste: An innovative solution for integrated treatment
Mixed waste pyrolysis is a process in which various types of waste, such as plastics, biomass, rubber, waste paper, and household garbage, are thermally treated together. Due to the complex and diverse composition of mixed waste, the pyrolysis process faces multiple challenges. Different wastes have significantly different pyrolysis characteristics—for example, plastics generally require higher pyrolysis temperatures, typically between 300°C and 800°C, whereas biomass pyrolyzes at relatively lower temperatures, usually between 200°C and 600°C. This necessitates precise control of parameters such as temperature, heating rate, and reaction time during pyrolysis to meet the requirements of each type of waste and ensure complete decomposition.
Mixed waste may also contain various impurities, such as metals, glass, and sand, which can cause wear and corrosion to pyrolysis equipment, affecting normal operation and service life. Additionally, these impurities may impact the quality and performance of pyrolysis products, reducing their utilization value. The products of mixed waste pyrolysis are complex, making separation and purification challenging. Pyrolysis outputs may include fuel oil, combustible gas, carbon black, biochar, ash, and other substances. Advanced separation technologies and equipment are required to effectively separate and purify these products to obtain high-purity outputs that meet the demands of different industries.
To address the challenges of mixed waste pyrolysis, a series of targeted solutions are employed. In the pre-treatment stage, techniques such as sorting, crushing, screening, magnetic separation, and washing are used to remove impurities and adjust the size and shape of the feedstock to meet pyrolysis requirements. Advanced sensor technology and automated control systems monitor temperature, pressure, and flow parameters in real time, and automatically adjust heating rates and reaction times according to the pyrolysis characteristics of different wastes, achieving precise process control. Efficient separation technologies and equipment—such as distillation, extraction, adsorption, and membrane separation—are developed and applied to purify pyrolysis products and improve product quality. For example, distillation can separate liquid components with different boiling points; adsorption can remove impurities and harmful substances; membrane separation can purify and separate pyrolysis gases.
Mixed waste pyrolysis plays an important role in resource recovery and environmental protection. Organic matter in mixed waste is converted into valuable energy and materials, enabling resource recycling. Fuel oil and combustible gas produced from pyrolysis can be used as energy for power generation, heating, and industrial production, reducing reliance on traditional fossil fuels. Carbon black, biochar, and other solid products can serve as industrial raw materials or soil amendments, applicable in the rubber, plastics, and agriculture industries. Pyrolysis of mixed waste reduces landfill and incineration volumes, minimizing land use and environmental pollution. Pollutants generated during the process are treated and discharged according to environmental standards, effectively reducing pollution to air, soil, and water, and protecting the ecosystem. Mixed waste pyrolysis technology offers an innovative, comprehensive solution to waste management challenges and plays a significant role in promoting resource recovery and environmental protection.
6.Advantages and Sustainable Development of the Pyrolysis Plant
(1) Significant environmental benefits
The 20T pyrolysis plant offers significant environmental benefits and provides an effective solution for addressing plastic waste pollution. Traditional methods of plastic waste disposal, such as landfilling and incineration, have many drawbacks. Landfilling not only occupies large amounts of valuable land, but plastics degrade extremely slowly in the natural environment, often taking hundreds or even thousands of years. This results in massive accumulation of plastic waste in the soil, damaging soil structure and ecosystems, reducing soil fertility and aeration, and ultimately affecting crop growth. Incineration of plastic waste produces large amounts of harmful gases, such as dioxins, furans, and polycyclic aromatic hydrocarbons (PAHs), which severely pollute the air and pose health risks. Dioxins, in particular, are highly toxic, with carcinogenic, teratogenic, and mutagenic effects. Long-term exposure to environments containing dioxins increases the risk of cancer, respiratory diseases, and other health issues.
Compared with traditional disposal methods, the pyrolysis technology used in the 20T plant has clear advantages. Pyrolysis occurs in an oxygen-free or low-oxygen environment, which effectively reduces the generation of harmful gases. During pyrolysis, the organic matter in plastic waste is decomposed into small molecules such as fuel oil, combustible gas, and carbon black, all of which can be recovered and reused, promoting resource recycling and reducing the need for virgin materials. The flue gas generated during pyrolysis undergoes strict purification to meet emission standards, greatly reducing air pollution. Pyrolysis also significantly reduces the volume of plastic waste, lowering land use requirements. By converting plastic waste into valuable resources, the 20T pyrolysis plant achieves waste reduction, resource recovery, and harmless disposal, making it highly beneficial for environmental protection.
(2) Remarkable economic value
In addition to its environmental benefits, the 20T pyrolysis plant also offers considerable economic advantages. Pyrolysis products, such as fuel oil, combustible gas, and carbon black, have high economic value and can generate revenue for enterprises. Fuel oil can be used as industrial or power fuel for electricity generation, heating, and industrial production, replacing traditional fossil fuels and reducing energy costs. Combustible gas can be used for power generation, heating, or as a chemical feedstock, providing energy support or creating new economic opportunities. Carbon black has broad applications in industries such as rubber, ink, and coatings; as a rubber reinforcing agent, ink additive, or battery electrode material, it improves product performance and quality, generating economic benefits for companies.
The 20T pyrolysis plant can also reduce production costs. By recycling plastic waste and other materials, companies can reduce their reliance on new raw materials while lowering waste disposal expenses. The operation of the pyrolysis plant can also stimulate related industries, including equipment manufacturing, logistics, and product sales, creating more jobs and boosting the local economy. With its significant economic potential, the 20T pyrolysis plant brings tangible benefits to both enterprises and society.
7.Conclusion
As a key player in the field of plastic waste treatment and resource recovery, the 20T pyrolysis plant plays an irreplaceable role in addressing plastic pollution and promoting resource recycling. Through pyrolysis technology, it effectively converts large amounts of plastic waste into valuable resources such as fuel oil, combustible gas, and carbon black, significantly reducing the environmental impact of plastic waste. At the same time, it provides new raw material sources for the energy sector and industrial production, delivering substantial environmental and economic benefits.
Looking ahead, with increasing environmental awareness and stricter policies and regulations, the market demand for 20T pyrolysis plants is expected to continue growing. Pyrolysis technology will continue to innovate and develop, achieving higher processing efficiency, lower energy consumption, and superior product quality. The 20T pyrolysis plant will also play a greater role in processing other pyrolyzable materials, such as biomass, rubber, and mixed waste, contributing further to comprehensive resource utilization and sustainable development. With the dual drivers of technological advancement and societal demand, the 20T pyrolysis plant is poised for broader development prospects and will play a vital role in building a greener and more sustainable future.
