
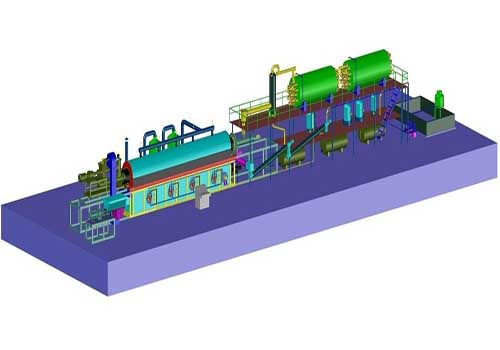
Continuous plastic pyrolysis machine can process 35 tons of waste plastic in 24 hours, with an oil yield of 45%–70%.






1st
Tire Cutting Machine

Waste tires have a large overall volume and a complex structure, making them difficult to process directly. The tire cutting machine can precisely cut tires into small pieces or layers, significantly reducing their volume, facilitating transportation and subsequent processing, and greatly improving overall processing efficiency. PyrolysisUnit's tire cutting machine can handle small steel-belted tires under 900mm with a processing capacity of 1-2 tons per hour, or large tires between 900-1500mm, also with a processing capacity of 1-2 tons per hour.
2nd
Tire Bead Extractor

The tire layering machine can neatly stack the tread layers of small steel-belted tires that have been processed by the cutting machine, ensuring the integrity of the steel belt structure, preventing material scattering and waste, and improving the quality of recycled materials. The automated layering process replaces labor-intensive manual work, significantly reducing processing time, with a capacity of 1-2 tons per hour, helping enterprises achieve efficient and stable production rhythms.
3rd
Pyrolysis Machine
Pyrolysis machines play a crucial role in the recycling of waste tires by thermally decomposing tires in an oxygen-free environment. This process converts tires into valuable by-products such as pyrolysis oil, carbon black, steel wire, and combustible gas, enabling effective resource recovery and reducing environmental pollution.
PyrolysisUnit’s pyrolysis machines can process 1 to 30 tons of tires per day, providing scalable solutions for small to large-scale tire recycling operations.
PyrolysisUnit’s pyrolysis machines can process 1 to 30 tons of tires per day, providing scalable solutions for small to large-scale tire recycling operations.










With increasingly stringent environmental regulations globally, compliance is the prerequisite for the long-term sustainability of tire pyrolysis projects. Our tire pyrolysis equipment is designed and manufactured in strict accordance with international environmental standards (EU ETS, US EPA, CE, ISO 14001, GB 18484-2020) and is equipped with a full-set of high-efficiency emission control systems to ensure your project meets local environmental requirements. We also provide one-stop compliance consulting services to help you eliminate regulatory risks.
1.1 Core Exhaust Emission Control System
Tire pyrolysis exhaust mainly contains particulate matter, sulfur dioxide (SO₂), nitrogen oxides (NOₓ), volatile organic compounds (VOCs), and polycyclic aromatic hydrocarbons (PAHs). Our four-stage purification system achieves ultra-low emissions:
- First Stage: Dry Dust Removal: High-temperature cyclone dust collector efficiently removes large-particle dust (removal rate ≥98%), avoiding clogging of subsequent equipment. The collected dust can be recycled as a raw material for building materials.
- Second Stage: Wet Scrubbing: The multi-layer packed tower sprays alkaline solution to neutralize and remove SO₂, NOₓ, and small-particle dust. The spray system adopts a circulating design to save water resources, and the treated wastewater enters the closed-loop treatment system.
- Third Stage: Activated Carbon Adsorption: Specialized high-specific-surface-area activated carbon adsorbs VOCs, PAHs, and other harmful organic substances (adsorption rate ≥99%). The activated carbon replacement cycle is extended by 30% due to our pre-purification technology, reducing operating costs.
- Fourth Stage: Catalytic Combustion (Optional): For regions with higher environmental requirements (e.g., EU, North America), we offer an optional catalytic combustion module. It oxidizes residual harmful gases into CO₂ and H₂O at 250-350℃, ensuring exhaust emissions are far below local standards.

Emission Index Guarantee: Particulate matter ≤10 mg/m³, SO₂ ≤50 mg/m³, NOₓ ≤100 mg/m³, VOCs ≤20 mg/m³—fully compliant with global mainstream environmental standards.
1.2 Comprehensive Environmental Protection Supporting Measures
- Wastewater Zero Discharge: The small amount of wastewater generated during the process (mainly from wet scrubbing) is treated by coagulation, sedimentation, and filtration, then reused for cooling and spraying, realizing closed-loop circulation and zero discharge.
- Odor Control: The entire production line adopts a fully sealed design (from tire feeding to product discharging). An activated carbon deodorization device is installed at key nodes (feeding port, discharging port) to eliminate odor pollution.
- Solid Waste Treatment: By-products such as waste activated carbon and dust are collected uniformly and entrusted to qualified third-party institutions for disposal, or recycled in accordance with local regulations—ensuring full-process environmental compliance.
1.3 Global Compliance Consulting Services
We have a professional environmental compliance team familiar with the environmental regulations of over 50 countries and regions. We provide customized services including: local environmental policy interpretation, application guidance for environmental permits, environmental impact assessment (EIA) report support, and on-site inspection guidance. All our equipment is accompanied by official environmental test reports to help you pass regulatory inspections smoothly.
Tire pyrolysis involves high temperature, high pressure, and flammable and explosive gases. Safety is the top priority of our equipment design. We integrate multiple intelligent safety protection systems and formulate detailed operation guidelines to minimize operational risks. Our upgraded safety solutions cover the entire production cycle—from equipment startup to emergency shutdown.
2.1 Core Safety Protection Systems
- Dual Over-Temperature Alarm & Protection: The pyrolysis chamber is equipped with two sets of independent temperature sensors (PT100 and thermocouple) for real-time monitoring. When the temperature exceeds the safe threshold (480℃), the system automatically triggers an audible and visual alarm, and cuts off the heating source simultaneously. Manual reset is required after troubleshooting to avoid misoperation.
- Intelligent Over-Pressure Protection: Equipped with a pressure transmitter, safety valve, and rupture disk (double protection). When the pressure in the pyrolysis chamber exceeds 0.3MPa, the safety valve automatically opens to release pressure; if the pressure continues to rise, the rupture disk bursts to relieve pressure quickly. The system also supports remote pressure monitoring, allowing managers to grasp pressure data in real time.
- Alarm Muting & Fault Recording System: The control panel is equipped with an alarm muting button (muting time adjustable: 1-10 minutes) to avoid noise interference in the workshop. All alarm information (time, type, parameter value) is automatically recorded and can be exported for troubleshooting and safety analysis. The system also sends fault reminders to the designated mobile phone via SMS/APP.
- Automatic Pressure Relief Valve with Pressure Stabilization Function: The upgraded automatic pressure relief valve not only relieves overpressure but also maintains stable pressure in the pyrolysis chamber (0.1-0.2MPa) during normal operation—improving pyrolysis efficiency while ensuring safety. The valve is made of high-temperature and corrosion-resistant alloy materials, with a service life increased by 50% compared to ordinary valves.
- Sealed Fire-Proof & Explosion-Proof Design: The entire pyrolysis system adopts a fully sealed structure to prevent leakage of flammable gases (syngas, pyrolysis oil vapor). Explosion-proof electrical components (motors, sensors, control panels) are used in all key areas, and fire extinguishing devices (CO₂ fire extinguishers, foam fire extinguishers) are installed at fixed positions. The equipment shell is made of thickened carbon steel with fire insulation coating.
- One-Key Emergency Shutdown System: Emergency shutdown buttons are installed at the control panel and key positions around the equipment. Pressing the button can quickly cut off the heating source, stop the feeding and discharging systems, and isolate the pyrolysis chamber—maximizing the safety of personnel and equipment in case of emergencies.

2.2 Detailed Operation Guide
2.2.1 Pre-Startup Inspection
- Check the tightness of the pyrolysis chamber, pipelines, and valves (no air leakage).
- Verify that the safety protection systems (temperature sensor, pressure transmitter, safety valve) are working normally.
- Check the oil level of the lubrication system and the water level of the cooling system.
- Ensure the raw materials (waste tires, crushed into 5-10cm particles, moisture content ≤10%) meet the requirements.
2.2.2 Normal Operation Norms
- Strictly follow the temperature and pressure curves set by the technical team (heating rate: 5-8℃/min, pyrolysis temperature: 400-450℃).
- Regularly check the operation status of the exhaust purification system and ensure the activated carbon is replaced in a timely manner.
- Record operational data (temperature, pressure, feeding amount, product output) every hour.
2.2.3 Emergency Handling Procedures
- Over-Temperature/Over-Pressure Alarm: Press the emergency shutdown button immediately, check the heating system and pressure relief device, and restart the equipment only after troubleshooting.
- Gas Leakage: Evacuate personnel from the workshop, cut off the power supply, open the ventilation system, and use a gas detector to locate the leakage point. Repair after the gas is completely discharged.
- Fire Accident: Use the equipped fire extinguishing device to put out the fire, and call the local fire department if necessary. Do not use water to extinguish oil or gas fires.
2.3 Safety Training & Regular Inspection Services
We provide free professional safety training for your operators (on-site or online), covering equipment safety principles, operation specifications, and emergency handling. Our technical team conducts regular on-site safety inspections (quarterly/half-yearly) during the after-sales period, identifies potential safety hazards, and provides improvement suggestions.
The core appeal of tire pyrolysis projects lies in high-value utilization of waste tires—converting low-cost waste into profitable products. Our tire pyrolysis equipment can efficiently convert waste tires into four main products: pyrolysis oil, recovered carbon black, steel wire, and syngas. We reorient the economic value analysis from the perspective of “global market demand + cost control + profit optimization” to help you maximize investment returns.
3.1 Main Pyrolysis Products & Their Applications

Product | Yield (Per Ton of Waste Tires) | Key Applications | Global Market Reference Price |
|---|---|---|---|
Pyrolysis Oil | 45-50% | Industrial fuel (boilers, generators), refined into diesel (with additional refining equipment), or used as a raw material for the chemical industry. | $550-700/ton |
Carbon Black | 30-35% | Rubber product additive (tire retreading, rubber seals), pigment, ink, or processed into activated carbon for water treatment. | $300-450/ton |
Steel Wire | 10-15% | Recycled as scrap steel for steelmaking, or processed into steel products (nails, wire mesh). | $200-300/ton |
Syngas | 5-10% | Recycled as fuel for the pyrolysis furnace (replacing natural gas/coal), reducing energy costs. | Equivalent to $80-120/ton of waste tires (energy saving value) |
3.2 Cost Control & Profit Optimization
3.2.1 Core Cost Components (Factory-Direct Advantages)
- Equipment Cost: Factory direct sales, no middlemen markup. We provide flexible configurations (batch/semi-continuous/continuous) according to your budget and project scale, avoiding over-investment. We also offer installment payment and L/C payment terms to reduce your capital pressure.
- Raw Material Cost: The main cost driver (accounting for 30-50% of total costs). We help you identify local low-cost waste tire sources (scrap tire recycling stations, automotive repair shops, landfills) and provide raw material procurement standards (avoiding tires with excessive impurities).
- Operational Cost: Including energy, labor, and maintenance. Our equipment’s energy efficiency is 20-25% higher than the industry average (thanks to waste heat recovery and syngas recycling). The simplified maintenance design reduces maintenance costs by 30%, and each production line only requires 2-3 operators per shift.

3.2.2 Typical Profit Forecast (Global Universal Model)
Taking a 10-ton/day semi-continuous tire pyrolysis system as an example (global average data):
- Daily Input: 10 tons of waste tires ($100/ton) = $1,000; daily operational cost (energy, labor, maintenance) = $1,200; total daily cost = $2,200.
- Daily Output Value: 4.8 tons of pyrolysis oil ($600/ton) + 3.2 tons of carbon black ($350/ton) + 1.2 tons of steel wire ($250/ton) + syngas energy saving ($100) = $2,880 + $1,120 + $300 + $100 = $4,400.
- Daily Profit: $4,400 – $2,200 = $2,200; annual profit (calculated by 300 working days) = $660,000. The payback period is usually 8-16 months (varies by region, raw material cost, and product selling price).
3.2.3 Profit Optimization Services
We provide customized profit optimization solutions based on your local market: ① Recommend product deep processing directions (e.g., refining pyrolysis oil into diesel to increase selling price by 30-50%); ② Help you establish product sales channels (cooperate with local industrial enterprises, chemical plants); ③ Optimize equipment parameters to improve the yield of high-value products (e.g., increase pyrolysis oil yield by 3-5%).
Our tire pyrolysis solutions have been successfully applied in over 50 countries and regions, covering various scales and types of projects. We have rich experience in adapting to different regional conditions (raw material characteristics, environmental regulations, market demand), and the following are typical application scenarios and successful cases:
4.1 Typical Application Scenarios
- Waste Tire Recycling Enterprises: Converting collected waste tires into high-value products, improving the added value of recycling. Suitable for small-to-large recycling companies that have stable waste tire sources and want to expand their profit margins.
- Industrial Waste Disposal Projects: Helping local governments or environmental protection companies solve the problem of waste tire pollution. Our equipment can process scattered waste tires on-site, reducing transportation costs and environmental risks.
- Energy Supply Projects: Using pyrolysis oil and syngas to generate electricity or supply heat for factories, farms, or rural communities. Suitable for regions with insufficient traditional energy supply and abundant waste tire resources (e.g., Africa, Southeast Asia).
- Rubber & Chemical Industry Supporting: Producing recovered carbon black for rubber product manufacturers, or supplying pyrolysis oil as a raw material for chemical plants. Suitable for industrial parks with integrated upstream and downstream industrial chains.
- Rural Entrepreneurship Projects: Small-scale batch systems (5-10 tons/day) are ideal for rural entrepreneurs. They can use local low-cost waste tires to produce pyrolysis oil and recovered carbon black for local sales, with low investment and quick returns.

4.2 Global Typical Project Cases
- Case 1: Nigeria 10-Ton/Day Semi-Continuous Project: The customer is a rural entrepreneur. We provided a semi-continuous tire pyrolysis system and helped him obtain local environmental permits. The project uses local waste tires ($80/ton) to produce pyrolysis oil (sold to local factories for $580/ton) and recovered carbon black (sold to rubber workshops for $320/ton). The payback period was 9 months, and we provided on-site training for 5 operators.
- Case 2: Germany 20-Ton/Day Continuous Project: The customer is an environmental protection company. The project requires strict compliance with EU environmental standards. We equipped a four-stage exhaust purification system and catalytic combustion module. The pyrolysis oil is refined into diesel, and the recovered carbon black is sold to a local tire manufacturer. The project has been operating stably for 3 years, with an annual profit of over €1 million. We provide quarterly maintenance services.
- Case 3: India 5-Ton/Day Batch Project: The customer is a small waste tire recycling station. We provided a cost-effective batch system and helped him establish a local sales channel for pyrolysis oil (used for boiler heating). The project’s daily profit is about $1,200, and the payback period was 12 months. We provided remote technical support during the operation period.
We can provide you with detailed case studies (including project videos, operation data, and profit reports) of projects in your region.
As a professional tire pyrolysis equipment manufacturer with independent R&D and production capabilities, our core advantages lie in “factory direct supply, leading technology, full-cycle services, and global compliance adaptation”—helping you avoid risks and improve project success rate from the source.
5.1 Factory Direct Supply, Cost Control from the Source
- No middlemen, direct sales of equipment at factory prices—saving 15-25% of equipment procurement costs compared to trading companies.
- Flexible customization: According to your raw material characteristics, project scale, and local environmental requirements, we customize equipment parameters and configurations to avoid over-investment and functional waste.
- Genuine spare parts supply: We provide genuine spare parts at factory prices, with a global spare parts warehouse to ensure timely supply and reduce equipment downtime.
5.2 Independent R&D, Technological Leadership
- We have a professional R&D team and 20+ patents in tire pyrolysis technology. Our equipment has higher product yield (pyrolysis oil yield increased by 3-5% compared to industry average) and lower energy consumption (syngas recycling rate ≥90%).
- Continuous technological upgrading: We track global environmental regulations and market demands, and provide free technical upgrade guidance for our equipment to ensure your project remains competitive.
- Strict quality control: The equipment undergoes 10+ quality inspections (pressure test, temperature test, leakage test) before leaving the factory to ensure stable operation.

5.3 Full-Cycle Technical Services, Worry-Free Operation
- Pre-Sales Consulting: Free feasibility analysis, site planning, and project budget evaluation. Our technical team provides one-on-one consulting services to answer your questions about compliance, safety, and profitability.
- Sales Support: Equipment installation, commissioning, and operator training (on-site or online). We ensure the equipment is put into operation smoothly within the agreed time.
- After-Sales Service: 24-hour technical support (phone, email, video). Our global service team can arrive at the project site within 3-7 working days to solve problems. We also provide regular maintenance and equipment health checks.
5.4 Global Compliance Adaptation, Smooth Operation
Our equipment is designed in accordance with global mainstream environmental and safety standards. We provide local compliance consulting and permit application support to ensure your project complies with local laws and regulations. We have successfully helped customers in Europe, Africa, Asia, and South America pass local regulatory inspections.