
Crude Oil Distillation Unit for Pyrolysis Oil & Waste Oil (10–30 TPD)
Distilling pyrolysis oil and waste oil into usable diesel and gasoline with up to 80% fuel recovery.
What Is a Crude Oil Distillation Unit Used For?
A crude oil distillation unit is used to upgrade low-grade crude oils—such as pyrolysis oil from waste plastics and waste tires, used lubricating oil, and mixed waste oils—into higher-value, usable fuel products through controlled thermal separation.
With the rapid growth of the waste plastic and waste rubber recycling industry, pyrolysis fuel oil has been widely produced and applied in industrial heating, power generation, and fuel markets. However, as the industry expands, raw material prices continue to rise, making it increasingly important to improve fuel oil quality and market value without increasing feedstock costs.
Crude oil distillation provides a practical solution by re-distilling pyrolysis crude oil into cleaner, lighter fuel fractions. Through atmospheric distillation, the system separates hydrocarbons based on boiling points, achieving up to 80% liquid fuel yield, depending on feedstock type and equipment configuration. Typical processing capacities range from 10 to 30 tons per day.
The distilled fuel oil is usually light yellow to pale red and can meet the technical specifications of 0# or -10# diesel, allowing it to be used directly as an alternative to conventional diesel. Compared with untreated crude pyrolysis oil, distilled fuel oil can sell for approximately USD 120 more per ton, significantly improving overall project profitability.
Currently, refined fuel oil production mainly relies on two extremes:
Large-scale petrochemical refining plants, which require investments exceeding USD 1.2 billion, making them impractical for most recycling operators
Low-cost “earth furnace” systems, with investments of only USD 6,000–12,000, but suffering from poor efficiency, serious safety risks, and environmental non-compliance
A modern crude oil distillation unit bridges this gap by offering a cost-effective, safer, and environmentally compliant solution, combining proven distillation principles with practical design improvements suited to today’s recycling and fuel-upgrading market.
What Types of Oil Can Be Distilled?
- Pyrolysis Oil (Plastic/Tire): The core applicable raw material. Including pyrolysis oil produced from waste plastic (PE/PP/PS) and waste tires. Our units are equipped with customized pre-treatment modules (dehydration, deimpurity) and distillation parameter systems to adapt to the high viscosity and high impurity characteristics of pyrolysis oil. The distillation effect is verified by 1000+ pyrolysis plant supporting projects worldwide.
- Waste Engine Oil: Including used engine oil from automobiles, construction machinery, and industrial equipment. It is rich in base oil components, and after distillation by our unit, it can obtain high-quality diesel and base oil, with a distillation yield of 75-85%. We have optimized the distillation temperature curve for the high carbon residue characteristics of waste engine oil to avoid coking.
- Waste Lubricating Oil: Such as waste gear oil, hydraulic oil, and industrial lubricating oil. The unit can effectively separate the additive components and impurities in the lubricating oil, and the distilled oil products can be used as industrial fuel or further refined into lubricating oil base oil. Our equipment has strong adaptability to different viscosity grades of lubricating oil.
- Mixed Waste Oil: A mixture of the above two or more types of oil (e.g., a mixture of waste engine oil and plastic pyrolysis oil). Our technical team will conduct raw material testing for users for free, and customize the distillation process parameters according to the mixing ratio to ensure stable distillation effect and product quality. This is the result of our technical accumulation based on 500+ mixed oil distillation projects.





The following oil types are strictly not suitable for our distillation units, based on engineering practice and safety and environmental protection requirements:
- Oil containing chlorine/fluorine: Such as pyrolysis oil from PVC plastic, waste oil mixed with chlorinated solvents. Chlorine/fluorine will generate toxic gases (such as hydrogen chloride) during distillation, which will corrode equipment and violate environmental regulations.
- Oil with excessive heavy metal content: Such as waste oil from electroplating workshops, oil containing heavy metal additives. Heavy metals cannot be separated during distillation, which will cause the distilled oil products to be unqualified and pollute the environment.
- Oil with extremely high moisture and impurity content (without pre-treatment): Moisture content >10% and impurity content >15% will cause violent boiling in the distillation tower, affect the distillation effect, and even cause safety risks such as overpressure. It must be pre-treated (dehydration, filtration) before distillation.
- Tar and heavy oil with extremely high viscosity: Such as coal tar, heavy oil residue with viscosity >1000 cSt (25℃). These materials have poor fluidity and are difficult to vaporize, which will cause serious coking of the heating system and block the equipment.
Distilled Oil Yield & Output Expectation
The 80% distillation yield is a high-yield standard achieved by our units under strict raw material and operation conditions, which is verified by a large number of project data:
- Raw material quality: High-quality waste engine oil (impurity content <3%, moisture content <1%) or pure plastic pyrolysis oil (no PVC mixed, impurity content <2%).
- Pre-treatment: The raw material has undergone strict dehydration (moisture removed to <1%), deimpurity (filtration to remove particles >5μm), and decolorization (removal of colloids and pigments).
- Operation parameters: The distillation temperature is precisely controlled (light oil fraction 150-250℃, diesel fraction 250-360℃), the pressure in the tower is stable at 0.02-0.05MPa, and the feeding speed is matched with the distillation capacity.
- Equipment status: The distillation tower’s packing is clean, the heat exchanger has no scaling, and the temperature and pressure monitoring system is working normally.
Under the condition of 80% total distillation yield (taking high-quality waste engine oil as raw material), the typical product ratio is as follows. The ratio can be adjusted by customizing the distillation tower structure and temperature parameters according to user needs:
Product Type | Yield Ratio (Accounting for Raw Material) | Boiling Range | Key Characteristics |
Light Oil | 30-35% | 150-250℃ | Low viscosity, high calorific value, suitable for industrial boilers and small generators |
Diesel | 45-50% | 250-360℃ | Good fluidity, stable combustion, can be used in engineering machinery, ships, and diesel generators (meeting national standard No. 0 diesel index after proper blending) |
Residue | 10-20% | >360℃ | High carbon content, can be used as asphalt modifier, carbon black raw material, or fuel for industrial kilns |
Based on our engineering experience, the following four core factors directly affect the distillation yield, and our solutions can effectively optimize these factors:
- Raw Material Quality: The higher the purity of the raw material (low impurity, low moisture), the higher the yield. For low-quality raw materials, we provide matching pre-treatment equipment (dehydration tower, precision filter) to improve the raw material grade.
- Pre-treatment Effect: Incomplete dehydration will cause “false boiling” in the distillation process, reducing the effective distillation efficiency; unremoved impurities will block the distillation tower packing and affect heat and mass transfer. Our pre-treatment system can ensure moisture content <1% and impurity content <3%.
- Distillation Parameter Control: Excessively low temperature will lead to incomplete vaporization of oil components; excessively high temperature will cause coking of heavy components. Our PLC automatic control system can realize real-time monitoring and precise adjustment of temperature and pressure, ensuring stable yield.
- Equipment Performance: The heat transfer efficiency of the heating system, the separation efficiency of the distillation tower, and the cooling efficiency of the condenser all affect the yield. Our units adopt high-efficiency heat exchangers and structured packing distillation towers, which improve the separation efficiency by 10-15% compared with ordinary equipment.
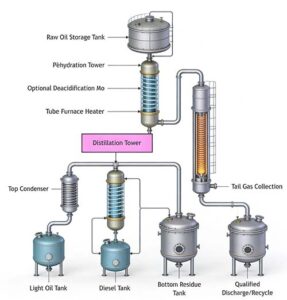
Crude oil distillation process
Raw Oil Feeding
- The crude oil (from waste plastic pyrolysis, waste rubber pyrolysis, or used oil) is pumped from the storage tank into the distillation reactor using an oil pump.
- Common feedstocks include pyrolysis crude oil, waste lubricating oil, waste engine oil, waste diesel, and other mixed waste oils.
Heating in the Distillation Reactor
- Under atmospheric pressure conditions, the crude oil is gradually heated using the fuel gas heating system.
- The heating temperature is carefully controlled to ensure optimal separation of oil fractions.
Oil Vapor Generation
- As the temperature rises, different hydrocarbon components in the crude oil start to evaporate at their respective boiling points.
- These oil vapors rise and enter the distillation tower, where initial separation occurs.
Fractional Separation in the Distillation Tower
- In the distillation tower, vapors are separated into different fractions according to boiling points.
- Lighter fractions (e.g., gasoline) rise to the top, while heavier fractions (e.g., diesel) condense at lower levels.
Condensation
- The separated oil vapors pass through condenser systems, where they are cooled using circulating water.
- The cooled vapors become liquid oil products.

Collection of Distilled Oil
- The condensed oil is stored in product oil tanks.
- Typical yields: up to 80% liquid fuel oil from the crude feedstock.
Handling of Non-Condensable Gas
- Non-condensable gases (mainly C1–C4 hydrocarbons) are routed through a water seal safety device before being sent to the gas burner.
- These gases are burned as secondary fuel to reduce external fuel consumption.
Residue Discharge
- Solid residues (mainly asphalt) remain in the distillation reactor after processing, accounting for 5–10% of the feedstock weight.
- These residues can be collected and sold for asphalt production.
Wastewater Treatment
- Small amounts of weakly acidic wastewater are neutralized, filtered, and then evaporated using waste heat from the flue gas system before discharge.
Flue Gas & Dust Removal
- The system includes a cyclone dust removal and water spray scrubber to ensure exhaust emissions meet environmental standards.
Different models of crude oil distillation machines
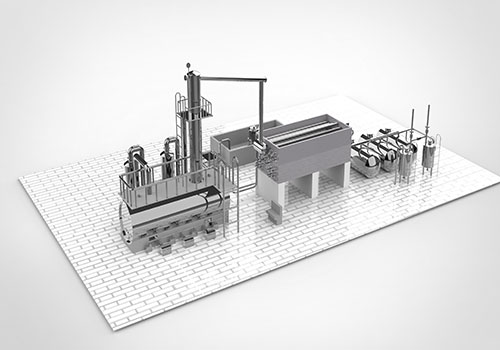
The Pyrolysis Oil Distillation Plant upgrades pyrolysis oil into higher-quality, directly usable fuels such as diesel or gasoline. It achieves a high oil yield of up to 80%–90% and is capable of processing 10–30 tons of raw materials (such as waste engine oil, crude oil, or pyrolysis oil) within 24 hours.

The Pyrolysis Oil Distillation Plant upgrades pyrolysis oil into higher-quality, directly usable fuels such as diesel or gasoline. It achieves a high oil yield of up to 80%–90% and is capable of processing 10–30 tons of raw materials (such as waste engine oil, crude oil, or pyrolysis oil) within 24 hours.
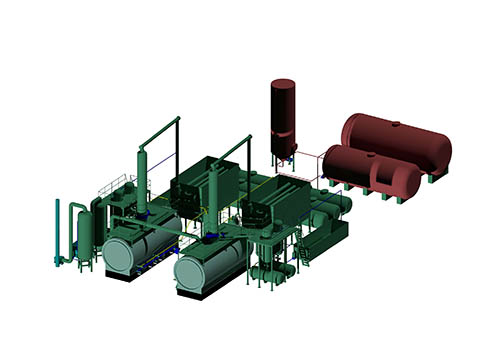
The Pyrolysis Unit Crude Oil Distillation Plant adopts a horizontal tower structure, specially designed for crude oil distillation and waste oil pyrolysis recovery. It operates in a stable continuous mode and is particularly suitable for large-scale waste oil distillation needs. With a daily processing capacity of 15–35 T of crude oil, it can efficiently convert waste oil into high-value diesel and gasoline.
Environmental Compliance & Emission Control
1. Waste Gas Treatment
During the distillation process, non-condensable gases are fully combusted through a safety water seal and gas burner system.
This design ensures that combustible gases are safely reused as fuel, which eliminates waste gas pollution while significantly reducing external fuel consumption.
Through complete combustion, harmful components in the exhaust gas are effectively removed, ensuring stable and clean emissions.
2. Wastewater Treatment
During oil processing, a small amount of weakly acidic wastewater is generated.
For every 1 ton of oil produced, approximately 50 kg of wastewater is generated. The volume is small and easy to manage.
The treatment process is as follows:
Neutralizing agents are added to adjust the wastewater to a neutral pH
The neutralized water passes through three-stage filtration to remove impurities
After harmless treatment, the wastewater is sent to a dedicated evaporation unit
The evaporation unit uses waste heat from the main system flue gas as its heat source, achieving effective treatment without external discharge and improving overall energy efficiency.
3. Solid Waste Treatment
After thermal cracking of waste oil, a small amount of solid residue remains in the system.
These residues are stable and easy to collect, and can be properly disposed of or reused according to local regulations, ensuring no secondary environmental pollution.
Crude Oil Distillation Unit Guide
Part 1: Safety Design & Risk Control
- Over-temperature & Over-pressure Alarm System: Equipped with dual-channel temperature and pressure sensors with high precision (error ≤±0.5℃/±0.001MPa) to monitor the temperature of the heating furnace and the pressure of the distillation tower in real time. When parameters exceed the safe threshold (temperature ≥380℃, pressure ≥0.06MPa), the system will trigger audible and visual alarms simultaneously, and automatically cut off the heating source and feeding system to prevent equipment damage or safety accidents caused by over-temperature and over-pressure.
- Automatic Pressure Relief Valve: Adopts a dual-protection design of safety valve and rupture disc. The safety valve is calibrated by a third-party authority, which can automatically open to release pressure when the pressure reaches the set value (0.065MPa), and close automatically after the pressure returns to normal. The rupture disc is used as a backup protection, which will rupture instantly when the pressure exceeds the extreme safety value (0.08MPa), ensuring rapid pressure relief and avoiding catastrophic consequences such as equipment explosion.
- Water Seal + Anti-backfire System: The tail gas discharge pipeline is equipped with a water seal device and a flame arrester. The water seal forms a liquid barrier to prevent external flames from entering the equipment; the flame arrester uses a metal mesh structure to cool the flame and cut off the flame propagation path. The dual system effectively solves the problem of backfire in the distillation process, which is a common safety hazard in traditional equipment.
- Combustible Gas Interlock System: Multiple combustible gas detectors are installed around the equipment (detection range: 0-100% LEL), which can detect the leakage of non-condensable gas (such as methane, propane) in real time. When the concentration reaches 1% LEL (lower explosive limit), the system will automatically start the ventilation fan to dilute the gas concentration, and cut off the power supply of the entire unit if necessary, realizing “early detection, early alarm and early disposal”.
Part 2: Products & Economic Value
Product Price Comparison with Crude Oil Refined Products
Product Type | Our Distilled Product Price (2026 Global Average) | Crude Oil Refined Product Price (2026 Global Average) | Price Advantage |
|---|---|---|---|
Light Oil | $520-580/ton | $680-750/ton | 23-28% lower than crude oil refined products |
Industrial Diesel | $620-680/ton | $780-850/ton | 20-22% lower than crude oil refined products |
Residue | $220-280/ton | $320-380/ton | 31-32% lower than crude oil refined residues |
Product Applications
- Light Oil: With high calorific value (≥42MJ/kg) and low viscosity, it is suitable for industrial boilers, small generators, heating equipment, etc., and can be used as a substitute for heavy oil and natural gas in small and medium-sized industrial enterprises.
- Industrial Diesel: Has good combustion stability (cetane number ≥45) and low sulfur content (≤0.5%), suitable for engineering machinery (excavators, loaders), agricultural machinery (tractors, harvesters), ships and other equipment, and can also be used as a raw material for further refining of diesel oil.
- Residue: Rich in carbon content, it can be used as a raw material for producing recovered carbon black, asphalt modifier, or as a fuel for large industrial kilns (cement kilns, steel kilns).
Suitable Markets
- Emerging Markets: Southeast Asia (Indonesia, Malaysia), Africa (Nigeria, South Africa), South America (Brazil, Argentina) and other regions. These regions have insufficient supply of formal refined oil, high fuel prices, and strong demand for low-cost, high-quality alternative fuels.
- Small and Medium-Sized Industrial Clusters: Textile, paper, chemical, food and other industrial parks. These areas have a large demand for industrial boilers and heating equipment, and our distilled products can help enterprises reduce energy costs.
- Remote Areas and Construction Sites: Mining areas, road construction sites, remote rural areas, etc. These areas have inconvenient transportation of refined oil, and our unit can realize on-site production of fuel, solving the problem of fuel supply.
Part 3: Application Scenarios & Typical Projects
Pyrolysis Plant Upgrading
Waste Oil Recyclers
Emerging Markets Fuel Supply
Part 4: Why Our Crude Oil Distillation Solution
1. Precise Adaptation to Raw Material Characteristics
2. Full-Cycle Cost Control System
3. Compliance and Safety Pre-Embedded Design
Part 5: Engineering Expertise & Global Support
With more than 10 years of professional experience in the field of crude oil distillation, we have built a professional engineering team and a global service network, providing users with full-cycle technical support from project design to after-sales operation, ensuring the smooth implementation and stable operation of projects worldwide.
Our engineering team is composed of senior engineers with qualifications in chemical engineering, mechanical design and environmental engineering, who have participated in the design and commissioning of 1000+ distillation projects in 50+ countries. They are familiar with the raw material characteristics and regulatory requirements of different regions, and can provide users with customized project design schemes, including factory layout, equipment configuration and process optimization.
For overseas projects, our engineers can arrive at the site within 3-7 working days to provide on-site installation and commissioning services, ensuring that the unit is put into operation smoothly. We also have a 24/7 online technical support team, which can respond to user consultations and fault handling in a timely manner through phone, email and video.
In addition, we provide systematic training services for users, including on-site operation training, maintenance skills training and compliance documentation guidance. We also provide detailed operation manuals and video tutorials, and update technical materials in a timely manner according to the latest industry trends and regulatory changes. For long-term cooperation users, we regularly conduct post-operation follow-up and technical upgrading services, helping users maintain the competitiveness of their projects.
Part 6: FAQ About Crude Oil Distillation Units
What is a crude oil distillation production line?
A crude oil distillation production line is a system that processes raw crude oil into useful products such as gasoline, diesel, kerosene, lubricants, and heavy oils. It uses heating, evaporation, and condensation to separate crude oil into different fractions.
What types of crude oil can be processed?
Light crude
Heavy crude
Waste oil (engine oil, lubricating oil, industrial oil)
Pyrolysis oil from waste plastics and tires
The equipment can be customized depending on the feedstock.
What is the typical daily processing capacity?
Common models include:
Small-scale units: 1–5 tons/day
Medium-scale units: 10–15 tons/day
Large-scale units: 20–30 tons/day or more
Capacity depends on investment budget, land area, and local demand.
What is the oil yield rate?
For waste oil: 80% or higher.
For crude oil: 85–90% depending on quality.
Solid residues and asphalt by-products: 5–10%.
What energy sources are used for heating?
Natural gas
Fuel oil
Diesel
Coal
The system can also use non-condensable gas from distillation as a free secondary fuel, reducing energy costs.
What are the main components of the production line?
Distillation kettle/furnace
Distillation tower
Condensation and cooling system
Gas treatment system (burner + safety devices)
Residue collection system
Smoke dust removal system
Central control system
How is safety ensured?
Double safety devices: water seals + gas burners to handle non-condensable gas.
Operating at atmospheric pressure reduces explosion risk.
Automated temperature and pressure monitoring.
How are environmental requirements met?
Waste gas is burned completely in a dedicated chamber.
Wastewater is neutralized and filtered before evaporation.
Solid residues (like asphalt) can be reused in construction.
Equipped with smoke dust removal & desulfurization systems.
What are the investment and operating costs?
Small-scale equipment: $7,000–15,000 USD.
Medium-scale equipment: $25,000–60,000 USD.
Large-scale equipment: $80,000+ USD.
Daily operating costs mainly include crude oil/waste oil purchase, electricity, fuel, water, and labor.
What is the profit margin?
Example:
Processing 10 tons of waste oil/day, with 80% yield → 8 tons of diesel.
Market diesel price: $700–900/ton.
Gross daily revenue: $5,600–7,200 USD.
After deducting costs: net profit ~ $2,500–3,000/day.
Annual profits can exceed $700,000 USD depending on feedstock cost and product price.
How long is the equipment life cycle?
5–8 years with proper maintenance.
Key parts like burners and pumps may require replacement every 1–2 years.
What support and services are provided?
Technical installation guidance.
Operator training.
1-year equipment warranty.
Lifetime technical support and parts supply.