The system is designed for efficient large-scale processing, with a production capacity of 1 ton/hour. Its fully automatic operation, from feeding to sorting and separation, minimizes labor while maximizing output.



Semi-Continuous Pyrolysis System – The Intelligent Fusion of Batch and Continuous Processing for Waste Conversion!
Utilizing segmented feeding control, part of the material is fed all at once, while the rest is dynamically added in a controlled flow. This allows for precise adjustment of the reaction environment, ensuring efficient and stable processing. The constant-temperature micro-vacuum pyrolysis (300–450°C), combined with a dual-point heating system, significantly enhances product selectivity (e.g., reducing side reactions in bio-fermentation), achieving an oil yield of 45%–50%.
With 7 layers of safety protection and a fully automated feeding and discharging design (such as 20 tons/day for oil sludge treatment), this system effectively replaces high-risk batch operations. The intelligent control center (e.g., BLL-16 model with screw feeder) enables flexible production cycles—offering the flexibility of batch processing with the efficiency of continuous systems.
Environmentally compliant, energy-saving, and highly profitable—this solution makes waste treatment smarter and safer!

Precision Feeding System
A fully automatic variable frequency quantitative feeding design precisely controls the amount of raw materials supplied per unit time, ensuring pyrolysis efficiency and fully utilizing thermal energy.

Automatic Wall Cleaning Rotary Pyrolysis Kettle
The spiral blade structure inside the pyrolysis kettle is optimized according to the pyrolysis stage, effectively adapting to the changing state of the raw materials. The automatic wall cleaning function prevents sticking, reduces maintenance time, and improves continuous operation.

Efficient Slag Discharge System
A two-stage, multi-line high-temperature sealing structure ensures stable, sealed conveying of high-temperature carbon black, enhancing system airtightness and safety.

Dual-Point Constant Temperature Heating System
Dual-point constant temperature and multi-point temperature control ensure uniform temperature within the pyrolysis kettle, optimize thermal energy utilization, and increase oil yield (up to 45%–50%).

Intelligent Automation Control
Equipped with a PLC intelligent control system and touch screen, it supports parameter adjustment, fault diagnosis, and data monitoring, enabling automated and remote visual operation.





1. Easy Operation
The semi-continuous pyrolysis system is designed with maximum operational convenience in mind:
Automated Feeding & Discharging: The system includes a fully automated, frequency-controlled feeding mechanism, enabling precise control of input quantity per unit time. This ensures complete pyrolysis of raw materials under stable thermal conditions.
Self-Cleaning Rotary Reactor: The pyrolysis reactor features a specially engineered spiral blade layout based on material decomposition behavior at different stages. More importantly, the auto wall-cleaning system prevents residue build-up, eliminating the need for manual cleaning and reducing downtime.
Integrated Intelligent Control (PLC): The centralized smart control terminal allows real-time monitoring and control of temperature, pressure, and operational status — significantly lowering the learning curve for operators.

2. Labor-Saving
This system is highly automated, minimizing labor requirements across the entire process:
No Frequent Manual Intervention: From feeding to slag discharge, the system operates in a semi-continuous flow, reducing the frequency of shutdowns and restarts.
Automated Slag Discharge: Equipped with a dual-seal, high-temperature-resistant recovered carbon black discharge system, which eliminates the need for manual handling — improving safety and reducing labor intensity.
Fewer Staff, Higher Output: One or two trained operators can manage the entire production line, making it ideal for scaling with limited manpower.

3. Safe & Eco-Friendly
Safety and environmental protection are built into every aspect of the equipment:
Multi-Point Safety Monitoring: The main furnace and settling tanks are equipped with temperature sensors, pressure gauges, safety valves, and explosion-proof valves. Over-pressure and over-temperature alarms ensure operational safety at all times.
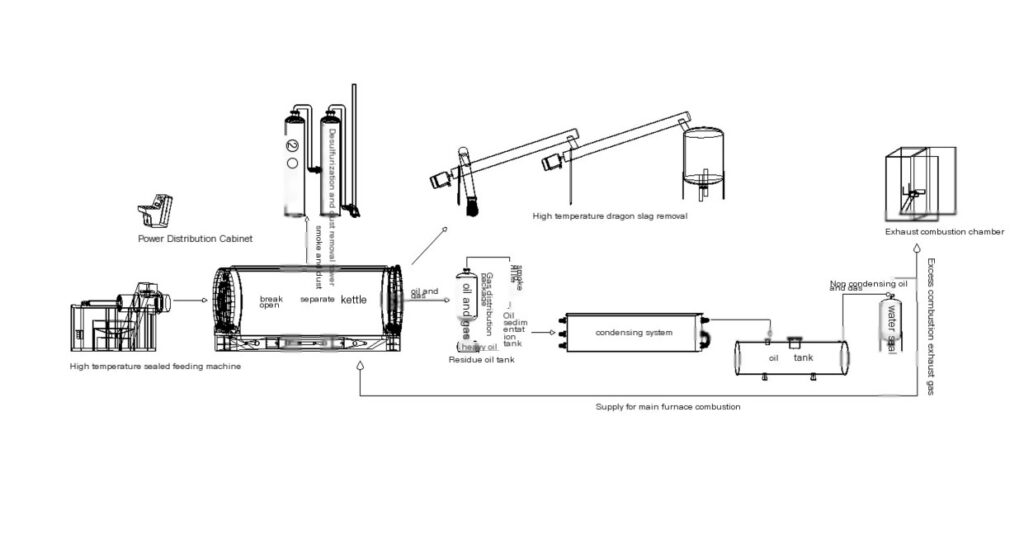
Triple Fire Protection: Non-condensable gases (C1–C4 hydrocarbons) pass through water seals, flame arresters, and gas burners before combustion — eliminating backfire and explosion risks.
Gas & Liquid Emissions Control:
Waste gases are re-burned using the system’s recovered heat, passing through desulfurization and dust removal systems. Emissions meet GB13271-2001 standards.
Acidic wastewater (~50kg per ton of oil) is neutralized, filtered, and evaporated using waste heat — ensuring harmless discharge.
Solid Waste Recycling: The remaining recovered carbon black (40–45%) is recyclable and can be sold or used in deep processing for rubber, ink, or construction materials.
4. Cost-Effective Investment
Semi-continuous pyrolysis equipment offers the perfect balance between capital investment and return:
Optimized Throughput: Systems like the BLL-16 model can process up to 20 tons per day, yielding 45% fuel oil and 40–45% recovered carbon black — high ROI with consistent output.
Low Operating Costs: Thanks to thermal energy recycling (e.g., flue heat used for evaporation), the system minimizes fuel and utility expenses.
Flexible Output Value: End products (fuel oil, recovered carbon black) are marketable across various industries — from boiler fuel to rubber manufacturing — offering diverse revenue streams.
Long Service Life: Made from corrosion- and heat-resistant materials in compliance with national pressure vessel standards, ensuring durability and fewer maintenance costs.