
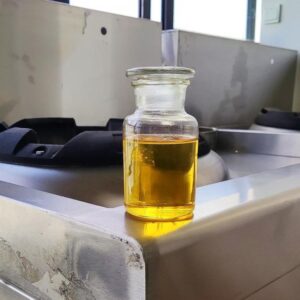
Bio-oil, which is also called biomass pyrolysis oil, refers to a type of dark liquid, which is produced through heating organic matter without oxygen. In essence, this means that it represents a kind of liquid smoke, which is generated by the combustion of organic materials such as wood chips, straw, nutshells, etc.
Bio-oil is significant because it provides an opportunity to transform waste into valuable substances. Rather than disposing of waste material by burning or burying it in a landfill, one could transform it into either a liquid fuel or an industrial chemical, thus generating additional revenue and minimizing wastage costs for the organization. This is exactly what Pyrolysis Unit specializes in.
Pyrolysis may seem like a complex concept, but the process is simple.
Key concept
Subjecting biomass to high temperatures in an environment with minimal oxygen leads to the separation of the biomass into three categories:
Gas – combustible gases
Liquid (Bio-oil) – condensed gases
Solid (Char/Charcoal) – remaining carbon
The mode of operation of the procedure determines how much each will be produced. Fast versus slow pyrolysis plays an important role here.
Fast versus Slow Pyrolysis (layman’s terms)
Fast pyrolysis involves heating biomass rapidly and rapid cooling of the gases formed. It results in large quantities of bio-oil. It is mostly used when producing oil is the objective.
Slow pyrolysis involves heating biomass slowly and cooling the gases produced slowly. It produces more char than liquid.
Key components of a pyrolysis unit
Feeder system – transports biomass to the reactor.
Reactor – where heat causes decomposition of the biomass.
Condensation system – condenses the vapor into oil.
Gas management – separates the gas and either reuses it or burns it as fuel.
Char removal and handling – collects char from the system.
Controls and safety systems – instrumentations and shut-off controls.
Position of the Pyrolysis Unit within the company
At our company, the reactor and heat recovery unit are key to our technology. Our expertise lies in designing efficient reactors and controls which ensure consistent oil output and minimal disruptions in operation. We offer scalable solutions for your growing needs in the future. We concentrate on designs that require minimum operator involvement and easy maintenance.

Bio-oil is complicated. The reason for that is that it is made up of hundreds of organic compounds. This makes bio-oil energetic but impacts how it should be used and handled.
The contents of the typical bio-oil
Water (up to 15-30%) – makes bio-oil less energetic.
Organic acids and aldehydes – makes the oil acidic.
Oxygenated compounds – increases viscosity and reactivity.
Small suspended particles in the feedstock.
Quality characteristics of bio-oils
Water content – higher water content reduces energy; changes based on the process.
Viscosity – higher viscosity requires heating or mixing to pump bio-oil.
Acidity (pH) – acidic oils may corrode conventional pipes.
Stability – with time, bio-oils may change properties.
Handling procedures
Store in cool, shady tanks.
Utilize pumps and seals resistant to corrosion.
Gentle heating may be necessary to decrease viscosity for pumping purposes.
Mix with diesel fuel or other light petroleum products for various applications.
Quality control in Pyrolysis Unit
We offer units which incorporate filtration and condensation systems to minimize solids and regulate the amount of water. We assist our clients by giving instructions on simple improvements they can implement to stabilize their oils if required.

Bio-oil has wide-ranging uses. Various users will find uses and benefits differently.
Direct usage possibilities
Boiler and furnace heating: With slight modifications and/or blending, bio-oil may substitute for heavy fuel oil in industrial heating applications.
Industrial burners: Industrial burners have been made which are capable of handling high viscosity and high acidity.
Electric power generation: Under certain conditions, bio-oil can be combusted to generate power in engines or turbines after certain modifications.
Improved usage possibilities
Hydrotreating/refining: Further processing may allow for conversion of bio-oil to biofuels.
Chemicals: Certain substances contained in bio-oil may be extracted and used as precursors to make chemicals, adhesives, and resins.
Bio-char uses: Bio-char can be used as soil improver, as a medium for filtering or for carbon material manufacturing.
Examples of well-suited users
Industries needing consistent heat who wish to reduce their fuel costs.
Agricultural facilities seeking to convert crop wastes into energy and fertilizer.
Municipalities seeking to reduce waste going into landfills.
Helping Pyrolysis unit application
Depending on the end-use needs, we provide recommendations regarding sizing and equipment. If you require fuel for boiler, we recommend condensing methods and burner types. If char is needed as a soil improver, then we configure our reactor for maximum char production.

Bio-oil systems may present green and profitable opportunities.
Green advantages
Waste diversion: Uses waste materials as fuel and products, avoiding landfill and open burning.
Net carbon reduction: The biomass feedstock used sequesters carbon during its growth. Proper use of bio-oil results in carbon neutrality, and possibly carbon reduction when done appropriately.
Reduced air pollution: Collecting the gases in a plant setting is less polluting than open burning.
Financial advantages
Lower waste removal costs: Converting waste to products reduces tipping and hauling fees.
Additional income sources: Bio-oil and char or other product sales.
Fuel self-sufficiency: Local production replaces costly oil purchases.
Practical considerations
While bio-oil does not always replace diesel without modification, it frequently requires mixing, a new burner, or additional refining. There are capital costs related to purchasing equipment and processing equipment. However, a properly designed and sized system for your material stream and intended use can recoup costs via lower fuel costs, increased product sales, and lower waste handling costs.
Pyrolysis Unit method
We work with our clients to develop sound business cases. We provide clear savings areas and expectations for paybacks. We design processes that conserve energy and recycle heat. We also offer financing-ready packages that emphasize the financial gains and cost savings.

Any business searching for a pyrolysis plant needs three things: a running unit, technical assistance in its operations, and financial gain. We provide all that through our Pyrolysis Unit.
Practical, robust design
Robust reactors: Designed to deal with industrial feedstocks and not mere laboratory samples. This means less breakage and more productivity.
Modular design: Start small and then upgrade. Modular design allows for smooth scaling of production.
Ease of maintenance: Inspection points for maintenance and easy replacement of parts lower maintenance costs.
Efficient processing and resource recovery
Heat recovery: Waste heat from the reaction is reused either for drying of the feedstock or preheating air to save on fuels.
Efficient condensation: Multiple stages in condensate separation recover maximum clean oil while minimizing carryover of contaminants.
Producer gas utilization: Producer gas produced from the reaction is utilized as energy source to provide heating to the process itself.
User friendly control
PLC automation: PLCs maintain steady processing parameters while simultaneously monitoring process variables.
Easy to read interfaces: An operator can monitor the process data and avoid any risks of accidents.
Free training: We train your operators in operating the unit normally, safely and troubleshooting the most common problems.
Focus on safety and compliance
Safer handling: We engineer our systems to reduce corrosion and emission problems.
Safety features: All our units have automatic shutdown, over-temperature shut-offs, and emergency stops installed.
Advice on permit-related matters: We can assist with permits required in most jurisdictions.
After-sale services and spare parts
Spares availability: Critical components can be obtained quickly or even supplied by us.
On-site service and technical assistance: Onsite commissioning and technical assistance are available remotely.
Upgrading your existing systems: If different capacities, heat-recovery, or control features are needed, we have options.
Engineered for results
We help our clients size a plant based on feedstock and requirements. That minimizes oversizing.
Efficient design saves you money from reduced operational expenditures.
Materials necessary to demonstrate financial benefits to stakeholders.
Example (brief)
In one instance, a sawmill that generated chip waste had a need for kiln fuel. It purchased and installed our Pyrolysis Unit plant. Its capacity was designed according to its chip production. The plant output comprised oil for fuel and char used in composting. Fuel costs were lower and waste chips were minimized according to the operator.
