
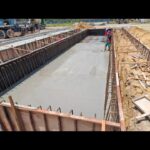
Distillation Equipment Project in Malaysia In February 2026, a waste-tire












ISO CE Approved
The equipment quality has passed IAF, CNAS, ISO, CE certifications, Certified by international professional organizations, the equipment is safe and reliable.
AAA Credit Audited Enterprise
One of the top refining equipment manufacturers in China, The government Audited Superb as AAA credit company (top level).

Solutions for Pyrolysis And Distillation
We will provide you with the latest industry solutions, and provide you with a one-year after-sales warranty to ensure stable operation of the equipment.

24-hour service
We have professional engineers to solve various problems for you, including equipment, process, material problems, etc.

Professional R&D team
We have obtained a number of utility model patents, including distillation production equipment and pyrolysis module equipment.

Fast Delivery
We have sufficient stock of pyrolysis and distillation equipment to ensure efficient logistics and fast delivery.