Recycling Waste into Useful Products
“Recycling” is no longer just a “green” marketing slogan for which any company can use the term if it wishes to position itself as being environmentally friendly. Instead, recycling is a mandatory component of the processes involved in numerous industrial sectors. There are several waste streams that cannot be effectively recycled via conventional mechanical recycling techniques (mixed plastics, contaminated films, EoL tires, contaminated biomass, contaminated mixed municipal waste streams). The thermochemical technique of recycling, particularly the technique of pyrolysis, may offer a feasible way to create valuable products out of wastes: pyro-oils, noncondensible gases, solid carbon products (char/recovered carbon black), and metals.
This comprehensive guide will offer you data on the procedure of turning waste materials into valuable commodities, the chemistry of the process, anticipated yields, the trade-offs between environmental and economic aspects in the design of the procedure, as well as illustrations of how the process works. Wherever feasible, I will give factual data so that the reader can design or purchase equipment with realistic expectations.
A Pyrolysis Manufacturer’s Guide
1.What is pyrolysis and why is it relevant to modern waste management?>>>
“Pyrolysis is the thermal breakdown of organic compounds in an oxygen-starved environment.” The method of pyrolysis is different from combustion in that, during pyrolysis, there is breakage of large polymer chains and their condensation into smaller chain molecules that can either be gas or can remain in solid form, forming “char” or “carbon black.” Some of the factors that determine the quality of the products of pyrolysis include temperature of pyrolysis, heating rates, and residence time of the material.
Why relevant? Pyrolysis is relevant for a number of reasons. Pyrolysis is a technique that is appropriate in processing heterogeneous waste materials that are usually contaminated or difficult to process using other techniques. Mixed plastics, contaminated rubbers, and biomass residue are among the materials that can be processed effectively using pyrolysis.
2.Processing and uses of pyrolysis>>>
What kind of feedstock is suitable for pyrolysis?
Some examples of feedstock:
Mixed plastics (polymers like polyolefin, polystyrene, mixed packaging film, and multilayer residue) – referred to as “difficult recyclable plastics.”
Used tyres/rubber – a great source of carbonaceous matter and energy.
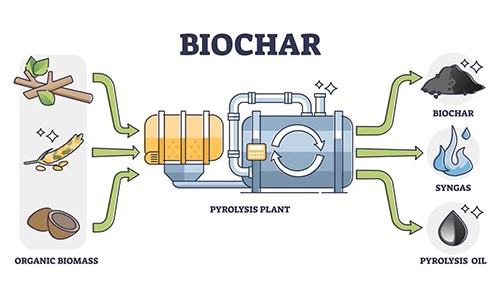
Biomass waste (agricultural waste, sludge, wood waste) – well suited for bio-oil and biochar production.
Fraction of municipal solid waste (MSW) – non-recyclable residuals can undergo thermochemical treatment after pre-sorting.
Various other organic materials (paint waste, organics-contaminated soil, medical/industrial organic waste – pending regulation and pre-treatment).
The quality of feedstock (moisture, halogen concentration, fillers, metals content) plays a direct role in configuring the process and its requirements for pre-treatment, emissions control, and the quality of end products.
What are the output products of pyrolysis and how can they be utilized?
Product groups:
Bio-oil (condensate) – an intricate mixture of hydrocarbon compounds (C5-C40 range depending on the feedstock and pyrolysis process used). Potential applications: direct burner fuel, refining (co-cracking feedstock), chemical industry (feedstock). Upgrading (e.g., hydrotreating and fractionating) is essential to improve product quality and broaden applications.
Non-condensable gas (syngas/process gas) – mostly consists of H₂, CO, CH₄, small hydrocarbons, and CO₂. Applications: used in-situ for heat and power generation (supplying heaters, CHP), or further processed as input in the synthesis reactions following purification. In most cases, gases provide a significant portion of total energy needs within the facility.
Solid fraction (char/charcoal/recovered carbon black (rCB)) – carbon-containing solid material. Applications: as an organic fertilizer or carbon sink (biochar), or for producing activated carbon and carbon black (partial replacement of virgin carbon black in rubber/tire manufacturing).
Metallics (from tires and MSW) – metallic wires (from tires) and ferrous metals (from mixed feedstocks) can be sorted out via magnetic separation and recycled.
A well-planned facility should provide opportunities for gas cleanup, oil refining facilities (or supply contracts for oil upgraders/refiners), and char processing to ensure high profitability and compliance with environmental regulations.
What yields do you have realistic expectations about?
The yields vary greatly depending on the feedstock type and technological regime of processing (slow/fast/slow-catalytic pyrolysis, temperature, and residence time). Here is the table with realistic yield data based on scientific studies and industry reports.
Feedstock | Typical temperature (°C) | Typical product split (wt%) — liquid : char : gas (range) | Notes |
Mixed plastics (fast pyrolysis) | 400–600 | Liquid 60–75% : Char 5–15% : Gas 10–25% | High oil yields for clean polyolefins; contaminants lower oil quality. |
Biomass (fast pyrolysis) | 450–550 | Liquid (bio-oil) 50–75% : Char 15–30% : Gas 10–20% | Bio-oil is oxygenated, requires upgrading for many uses. |
Waste tyres (batch/continuous) | 450–600 | Oil 30–65% : Char/rCB 25–45% : Gas 5–20% | Steel can be recovered (≈10–20% by mass depending on tire). |
Mixed MSW residuals | 400–700 | Highly variable: Oil 10–50% : Char 10–40% : Gas 20–50% | Composition variability leads to wide ranges. Pre-sorting improves consistency. |
Important load-bearing figures to be aware of:
Typical oil yields from tire pyrolysis are said to be around 30-65 wt%, while char/recycled carbon black content will be 25-45 wt% with gases at 5-20 wt%.
Fast pyrolysis of mixed plastic waste yields around 60-75 wt% oil if optimized for maximum liquid yield.
The target for fast biomass pyrolysis is 50-75 wt% bio-oil.
These are reasonable values to work with for engineering cost estimations and raw material specifications.
3.How does process choice (temperature, heating rate, residence time) affect products?>>>
Rapid pyrolysis (high heating rate and short vapor residence time) produces higher liquid yield (bio-oil/pyro-oil). This would suit the production of plastics and oils.
Slow pyrolysis (low heating rates and longer vapor residence times) favors more char yields. This method would work if biochar is required.
High temperatures favor gas production and light oil components while moderate temperatures result in heavy oil fractions. Catalysts could change product selectivity in favor of monomers or fuels (catalytic pyrolysis).
Engineering considerations: The mode of operation should be chosen based on the target market. Fast pyrolysis would favor liquids which will require condensing trains and upgrading for maximum profitability. Slow pyrolysis or char activation would favor markets that value chars (rCB).
4.What does a commercial pyrolysis plant look like (main modules)?>>>
A practical modular decomposition for a continuous industrial pyrolysis plant:
- Feedstock handling & pre-treatment — shredding, drying, metal separation, and blending to achieve target particle size and composition.
- Pyrolysis reactor — rotary kiln, screw reactor, fluidized bed, vacuum pyrolysis, or conical spouted bed depending on feedstock. Reactor choice affects heat transfer and residence time control.
- Vapor transfer / quench & condensation — oils are condensed in staged condensers (light fraction first, heavy fraction later); non-condensable gases are routed to combustors or gas cleaning.
- Gas cleaning & energy recovery — particulates removed, gases scrubbed as needed; cleaned gas fuels heaters or turbines for power.
- Oil upgrading / storage — hydrotreatment or catalytic upgrading units if producing transport-grade fuels or chemical feedstocks.
- Char handling & processing — cooling, magnetic separation (for metals), grinding, possible activation or pelletizing.
- Emissions control & monitoring — thermal oxidizer, scrubbers, bag filters, continuous emissions monitoring to meet local regulations.
- Utilities & control system — heat integration, condensate treatment, instrumentation and control.
Selecting the reactor type is a core decision for a machine manufacturer and should match expected feedstocks and throughput.

5.Where pyrolysis fits in a circular economy and complementary technologies>>>
Pyrolysis is not a silver bullet, but it fills vital niches:
- Complement to mechanical recycling — accepts mixed, contaminated or composite streams that mechanical sorting cannot, turning them into feedstocks or fuels.
- Complement to gasification or hydrogenation — different thermochemical technologies compete on conversion efficiency and product slate. Hydrothermal, supercritical water processes (e.g., Mura) are alternatives that may offer higher conversion for certain plastics.
Part of regional systems — best deployed where feedstock volumes, refinery/upgrader partners and local incentives align.
6.Brief technical FAQs (for buyers & operators)>>>
7.Final thoughts — responsible pyrolysis in practice>>>
There is great potential for pyrolysis to transform waste that would be difficult to manage into value-added products such as energy, chemicals, and carbon products. However, this process can only be successful when:
the yield is realistic and engineering assumptions are conservative;
upgrading or end-use markets are integrated or realistic;
emissions and environmental regulation controls are effective;
feedstocks are carefully controlled and monitored; and
life-cycle assessments show environmental benefits.
As a supplier of systems and technologies, we will ensure the provision of strong, modular reactor systems, balance-of-plant packages, sampling and quality assurance practices, and technical expertise to tailor the system to your markets and regulations. Use the system strategically where there is reliable feedstock, market access, and environmental compliance.
