How to Turn Used Motor Oil into Diesel
A Professional, Practical Guide for Industry
Reprocessing of used motor oil from waste to diesel-grade fuel via pyrolysis is one of the most feasible circular economy strategies for a business. The present article discusses, from the industrial viewpoint, how value is extracted from used lubricants via modern technologies of pyrolysis and refinery, what restrictions exist regarding technicalities and legislation, and what determines the choice of pyrolysis equipment and its importance.
Summary: the used motor oil is a raw material for extraction of liquid and gaseous hydrocarbon fractions through thermal decomposition, followed by condensation, fractionation, and cleaning of the diesel fuel grade products.
1.Why convert used motor oil into diesel?>>>
Used motor oils represent a highly concentrated source of hydrocarbons. In their absence, there is a risk of contamination of soil and water and costly disposal of used oil. Recycling oil for use as fuel or feedstock saves raw materials, decreases waste production, and when properly managed, produces less pollution than either of the two former alternatives.
In light of U.S. federal and global energy policies, beneficial recycling of used lubricating oil is seen as an important goal, and there are different methods to recycle used oil. One example of a straightforward way to convert used oil into valuable product is recycling used oil into diesel-type fuel.
2.Two common industrial approaches (and how they differ)>>>
Two general types of technologies exist for converting used motor oils into usable diesel-type fuels:
• Re-refining/re-refinery — involves treating old lubricants with various processes to return them to the base oil/lubricant grade. Re-refining uses multi-step treatments, including hydrotreating, vacuum distillation, solvent extraction, and polishing. The resulting products include premium-grade lubricants and fuel fractions, but the technology is costly and requires large-scale facilities and advanced catalysts.
• Thermochemical treatment (pyrolysis and thermal distillation) – decomposes used oils in a low- or no-oxygen environment to produce gas fractions, condensable oil (pyrolysis oil), and solid residues. The condensate can be further processed and converted to diesel fuel-range hydrocarbons. Pyrolysis-based processes are generally employed for the production of fuels.
This tutorial covers the latter technology, which is widely used by recycling companies for the purpose of producing diesel-type fuel.
3.Basic science in plain language>>>
Pyrolysis process: The heating of used engine oil under anaerobic or nearly anaerobic conditions leads to the decomposition of long hydrocarbon chains and additives into smaller molecular units. The resulting product stream can be categorized as:
Non-condensable gases (for use in generating power or heat at the site),
Condensable liquid (an assortment of light and medium distillates containing diesel-range hydrocarbons),
Solid products (inorganic ash, metallic particles, coke).
Through proper design of the reactor, condensation system, and fractional separation operations, the condensable liquid fraction can be collected and further processed through distillation or hydrotreatment, which results in diesel-grade fuel. It has been shown by research and small-scale studies that diesel fuels can be produced from used engine oil using various pyrolysis processes, such as catalytic and microwave pyrolysis.

4.Feedstock quality and pretreatment — the single most important factor>>>
Material matters. There can be extreme variations in levels of contamination, from water and fuel, to metals, halogenated solvents, glycols from antifreeze and particulate matter. Before undergoing thermal treatment:
Perform screening for large particulate material, and allow settling tanks to drain.
Separate free water and volatile fuels. Gasoline contamination should be taken into account as a potential safety risk.
Check for halogen content and hazardous contaminants. In the U.S., oil that contains more than 1,000 parts per million of total halogens is considered a hazardous material, and should be managed appropriately. Compliance with used oil regulations is critical.
Effective pretreatment minimizes fouling, increases yield, and helps simplify emissions control later on.
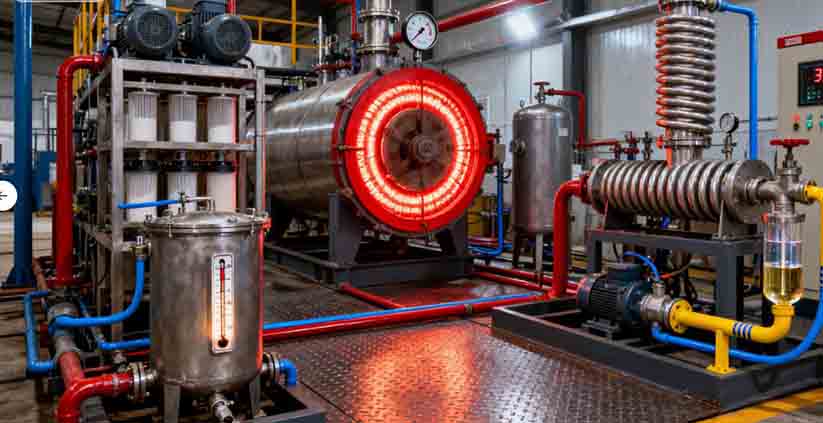
5.Equipment overview — what a modern pyrolysis-to-diesel plant looks like>>>
A typical industrial pyrolysis-based used-oil-to-diesel facility includes:
- Receiving & storage — dedicated tanks with separate lines for different grades/sources of used oil; robust testing and sample-capture for QA/QC.
- Pretreatment unit — filtration, centrifugation, water separation, and sometimes solvent washing or adsorption beds for heavy contaminants.
- Pyrolysis reactor — batch or continuous designs (rotary kiln, fixed-bed, fluidized-bed, or electrically heated systems). Reactor choice affects residence time, heat transfer, and product distribution.
- Condensation train — multi-stage condensers and fraction collectors to separate light, middle and heavy condensable fractions.
- Secondary fractionation / distillation — vacuum distillation or fractional distillation to isolate diesel-range fractions and remove heavy residues.
- Polishing & upgrading — optional hydrotreaters, adsorption columns, or blending stations to meet fuel-quality specs.
- Gas handling & energy recovery — non-condensable gases are typically routed to combustion or cogeneration units to provide process heat (improves energy efficiency).
- Emissions control — thermal oxidizers, scrubbers, particulate filters, and continuous monitoring for VOCs, SOx/NOx and particulates.
- Residue handling — safe storage and disposal or valorization of char/ash and spent filters.
Industry suppliers emphasize robust safety systems (over-temperature protection, pressure relief, explosion-proofing) and corrosion-resistant materials for long service life.
6.Key process stages explained (practical, not prescriptive)>>>
Below is a high-level, non-prescriptive walkthrough of the stages you’ll manage in a plant. This is guidance for managers and engineers — operational SOPs, temperatures, residence times and catalysts must be determined by qualified engineers and in compliance with local regulations.
6.1 Feeding and vaporization
Pretreated used oil is introduced to the reactor and heated under controlled, low-oxygen conditions. The objective is to vaporize and crack heavy molecules into lighter fractions without allowing combustion.
6.2 Thermal cracking and product formation
Inside the reactor, thermal cracking yields a mix of gaseous hydrocarbons and condensable vapors. Reactor configuration influences the product slate — e.g., catalytic elements favor lighter, gasoline-range products; thermal-only systems produce broader diesel-heavy fractions.
6.3 Condensation and fraction capture
Vaporized products are routed to a multi-stage condensation system. By controlling condenser temperatures and flow paths you collect distinct fractions — light naphtha, diesel-range condensate, and heavier residues. Efficient condensers and vacuum systems are essential to maximize capture and reduce losses.
6.4 Secondary fractionation and polishing
The diesel-range condensate is further purified via distillation and optional hydrotreatment or adsorption to remove sulfur, oxygenates, and nitrogen compounds, delivering a stable diesel-grade product or a diesel blendstock suitable for combustion engines or furnaces. Laboratory testing (flash point, BTU value, sulfur, density, viscosity, cetane index, and contaminants) ensures compliance with fuel standards and customer requirements.
6.5 Energy integration
Non-condensable gas from cracking becomes a valuable energy source: a properly designed plant recovers this gas as process heat or for generating electricity, improving overall economics and lowering external fuel needs.
7.Product quality: what to expect and how to meet market needs>>>
Pyrolysis products derived from used motor oil can generally be referred to as diesel-like or diesel range since they have to be analyzed and comply with certain fuel specifications when applied for road use. The following product quality activities are usually involved:
Laboratory analysis: GC-MS, density/specific gravity, kinematic viscosity, sulfur, moisture content, flash point.
Blending considerations: blending recovered fractions with conventional diesel fuel to satisfy cetane and cold flow requirements.
Product upgrading: hydrogenation or catalytic cracking (as required) to reduce sulfur and aromatic content and enhance stability.
It has been demonstrated through peer-reviewed literature and pilot-scale research that diesel-like fuels generated by using used engine oil can serve as alternatives in compression ignition engines upon proper processing and analysis. Complete re-refining to produce lubricating oils is a more sophisticated process.
8.Environmental and regulatory compliance — non-negotiable>>>
There are extensive regulations on used oil recycling:
For the U.S., EPA guidelines on the management of used oils and CFR Title 40, Part 279 provide the foundation for the minimum standards for handling, storage, transportation, and the “rebuttable presumption rule for halogens.”Air emissions: pyrolysis and distillation plants have to be designed with volatile organic compounds and particulates abatement, continuous monitoring, and in many cases permits under air quality regulations of the locality.
Water and wastewater: condensates and wash waters will need treatment, as well as control of storm water and runoff.
Residue: char, spent filters, and heavy residues may be considered hazardous waste and thus require appropriate disposal or other reuse options.
Compliance with regulations does not simply have to be added to a facility, it has to be built in at the very early stages of designing the facility. Used oil recycling is encouraged by many agencies, and there are sometimes even incentives for properly implemented systems.
9. Economics — yield, revenue streams and costs>>>
Economics will differ by feedstock quality, plant scale, local fuel prices, and regulatory costs. Key elements:
- Yield profile: a well-designed pyrolysis-to-diesel system targets maximum condensable liquid in the diesel-range fraction and uses non-condensable gases to power the process. Published pilot studies and manufacturer data indicate reasonable liquid yields from spent engine oil when pretreatment and reactor design are optimized.
- Revenue streams: sale of diesel-range fuel, on-site energy offset (from combustion of non-condensable gas), and potential credits for avoided disposal. If you can also re-refine into base oils, higher-value revenue streams open up at increased capital cost.
- Capital & OPEX: major cost items are reactor and condensation systems, emissions abatement (often expensive but critical), feedstock handling, and polishing/hydrotreating if required. Energy integration and heat recovery reduce operating costs.
A credible financial model should include conservative yields, permitting costs, laboratory QA/QC, and contingency for regulatory compliance and feedstock variability.

10. Safety, plant controls and best practices>>>
Safety comes first. Some important control measures include:
Hazard identification of the raw material (solvents, halogens, etc.).
Explosion and fire prevention (provision of inerting system when necessary, pressure relief valve, flame arrester).
Process control and interlocks – to avoid overheating or overpressure.
Emissions monitoring – to continuously monitor volatile organic compounds and particulates.
Personnel training and equipment maintenance procedures – routine inspection of condenser, seal, and burner; standardized operating procedures on start-up and shut-down.
Suppliers of equipment provide fail-safe controls and redundant alarm systems; prefer those who have evidence of safety systems and applications.
11. Choosing the right pyrolysis machine — what matters>>>
In choosing equipment providers and designing machines, one should consider the following:
Feedstock adaptability: Is the facility flexible enough to use varying grades of waste oil without suffering frequent downtimes?
Efficiency: Is there recycling of the non-condensable gases to generate process energy or electricity?
Efficient emissions control: Are there scrubbers or oxidizers used for efficient emissions control?
Corrosion resistance: Are reactors and tanks made of appropriate steel and stainless varieties?
Automation: Modern facilities require less manpower through automation.
Service and spare parts availability: Adequate service provision is critical to ensure low downtime.
Certification and references: The references, safety certifications, and compliance history are key here.
Facilities that combine efficient design principles with those that have already proven effective in practice provide the best results. Suppliers point out such attributes as safety, industry standards, and material quality.
12. Implementation roadmap (high-level, actionable for decision-makers)>>>
If you’re considering an on-site plant, here’s a pragmatic rollout plan:
- Feasibility & feedstock audit: sample and test the used oil streams you expect to process (contaminants, halogens, free water).
- Regulatory scoping: consult local authorities early—permits for air, wastewater, and solid residues can define the project timeline and cost.
- Pilot testing: run representative feedstock in a pilot reactor to establish yields and product quality.
- Process design & equipment selection: choose a reactor and condensation train sized for expected throughput and with integrated safety and emissions controls.
- Utility and site prep: ensure power, steam or natural gas, wastewater treatment and tank storage meet design needs.
- Construction & commissioning: staged commissioning with QA lab checks on produced fractions.
- Operations & QA: implement QA/QC programs for every production batch; maintain traceability of feedstock sources.
- Continuous improvement: optimize residence times, condenser configs and polishing steps to maximize economic return.

13. Typical pitfalls and how to avoid them>>>
Neglecting variations in feedstock: results in fouling, low productivity, and emissions problems. Ensure proper pre-processing and dedicated feedstock streams.
Shortchanging emissions control systems: leads to rejected permits and penalties. Plan for adequate emissions reduction equipment from the start.
Failing to conduct laboratory tests: it is impossible to ensure proper product quality without proper lab tests. Always have your own or outsourced lab facility.
Neglecting potential hazardous contaminants: oil contaminated with halogenated solvents or glycol could render the material a hazardous waste, changing its handling requirements.
14. Case evidence: what the research and industry experience say>>>
Peer reviewed research, government analysis, and pilots prove the ability to derive diesel fuel from engine oil through processes like pyrolysis and catalytic thermal processes. The derived fuel may serve as an alternative source of energy after polishing.
The large-scale re-refining process produces the highest quality products but involves expensive and complex hydrotreating. Governments’ plans to recycle the waste oil into useful products encourage such investments.
15. Sustainability and lifecycle benefits>>>
The use of pyrolysis to recycle hydrocarbons from waste engine oil is environmentally sustainable because it avoids the use of virgin crude oil as the source of fuel. The incorporation of energy recovery from the non-condensable gas by facilities and rigorous control systems that ensure there is no leakage of the emitted gases make the process more environmentally friendly than unregulated dumping and burning.
Why partner with an experienced pyrolysis machine manufacturer (our pitch)
As a manufacturer specializing in industrial pyrolysis systems, we design equipment with the following advantages that affect your bottom line and compliance risk:
- Feedstock flexibility to accept diverse used-oil streams after standard pretreatment.
- Integrated energy recovery so the plant offsets its own heat and lowers operating costs.
- Modular, scalable plants that allow you to expand throughput in stages.
- Comprehensive safety suites (over-temp, over-pressure, fail-safe interlocks) aligned with international standards.
- Customized emissions and wastewater solutions to meet local permit requirements.
- Field service, spare parts and commissioning support to minimize startup disruption.
We partner with operators through feasibility testing, site-specific design, commissioning, and operator training—because performance depends as much on engineering as it does on consistent operations.

16. Final checklist before you commit>>>
Before committing to a plant, ensure you have:
- Representative feedstock samples and contamination reports.
- Clear regulatory path and preliminary permits scoped.
- A credible technology vendor with references and proof-of-concept data.
- A business case including conservative yield estimates, CAPEX, OPEX and sensitivity to feedstock variability.
- A plan for residue management and emissions control.
17. Conclusion>>>
The processing of used engine oil to create diesel-like fuel is indeed viable, profitable, and eco-friendly if the process is done through proper pre-processing, the correct set-up for pyrolysis, as well as proper treatment of emissions and exhaust gases. Compliance with regulations, as well as proper handling of the raw materials, cannot be avoided; they are what make the project both sustainable and profitable.
In considering your options, consider beginning your search by conducting an audit for your raw materials and testing out a pilot program in collaboration with a reliable equipment vendor.
