Plastic Waste Pyrolysis: Chemical Mechanisms, Yields, and Industrial Implementation
Executive Summary: Plastic pyrolysis thermally degrades mixed waste plastics into oil, gas, and solid char by heating them (typically 300–900 °C) in an oxygen-free environment.
This “chemical recycling” is viable because long polymer chains crack into smaller hydrocarbon molecules, yielding liquid “pyrolysis oil” (a synthetic crude), non-condensable gases, and inert char. Polyolefins (PE, PP) and polystyrene give the highest oil yields, while PET and PVC produce more solids and HCl.
Advanced catalysts (e.g. zeolites) can improve conversion and tailor product distributions, but all pyrolysis oils require downstream refining (hydrotreating, distillation) to remove heteroatoms (O, N, S) and meet fuel/feedstock specs.
Typical oil yields from clean PE/PP feedstocks exceed 70–80%, with lower char formation and a combustible gas byproduct often recycled as process fuel.
Key operational parameters include reactor type (fluidized beds and auger/screw reactors are common), temperature (350–600 °C), residence time (seconds–minutes), and inert gas flow.
Chemical recycling via pyrolysis can reduce waste destined for landfills and lower greenhouse-gas emissions (e.g. ~50–75% CO₂ savings vs incineration) by substituting oil-derived materials with recycled content. Nonetheless, commercialization faces challenges: product quality (especially chlorine/sulfur content), energy intensity, and high CAPEX/OPEX. A 40 kt/yr plant was estimated at ~€20 M CAPEX (≈US$23 M) with OPEX ≈€3.4 M/yr.
This article reviews plastic-to-oil pyrolysis in depth: chemical mechanisms (thermal cracking, radical pathways), feedstock effects (PE/PP/PS vs PET/PVC), catalysts and reaction conditions, product yields and oil properties (calorific value, viscosity, contaminants), and required upgrading. We compile operational data (temperatures, yields, residence times, catalysts) in tables, present a historical timeline of pyrolysis (lab → pilot → commercial), and discuss environmental, regulatory, and economic factors (emissions, CAPEX/OPEX). An equipment design section outlines reactor types, feed/condensation systems, gas handling, materials, and safety. A Q&A at the end addresses common technical/commercial questions. Throughout, we cite high-quality sources (peer-reviewed, industry reports) to ensure authority.
Chemical Mechanisms of Plastic Pyrolysis
Pyrolysis is a thermolysis process: high heat breaks the C–C and C–heteroatom bonds in polymers in the absence of oxygen. For polyolefins (PE, PP), the dominant pathway is random free-radical chain scission. Thermal energy homolytically cleaves C–C bonds along the chain, generating alkyl radicals. These radicals undergo β-scission to form smaller hydrocarbons (alkanes and alkenes), and can recombine or transfer H atoms.
The result is a mixture of light olefins (ethylene, propylene), heavier waxes/oils (paraffins/olefins in the C₅–C₂₀ range), and a small amount of solid char. Polystyrene undergoes a depolymerization (“unzipping”) mechanism: heat causes the PS chain to uncoil, yielding ~77% styrene monomer(along with benzene, toluene). In fact, fluidized-bed experiments show PS can give ~77% liquid styrene output, making it an exceptionally efficient feedstock for oil.
In contrast, polyethylene terephthalate (PET) mostly hydrolyzes/decarboxylates: oxygenated linkages break to yield terephthalic acid (solid) and gaseous CO/CO₂, with much less liquid oil. Polyvinyl chloride (PVC) thermally dehydrochlorinates: it first loses HCl gas (about 56–58% of PVC mass is chlorine), leaving a polyene char. The generated HCl is corrosive and will contaminate any oil unless neutralized (e.g. by CaO). In practice, PVC is often removed or processed separately to avoid acid contamination.
Overall, pyrolysis reactions are endothermic and typically performed continuously: plastic feedstock (shredded to a few mm) is fed into a reactor under inert nitrogen or recycled gas (to exclude oxygen). As one source notes: “Operating at temperatures between 300 °C and 900 °C in an oxygen-free environment, the process breaks the long polymer chains in plastics into shorter hydrocarbon molecules”.
We see that each polymer type yields a characteristic mixture of hydrocarbons (olefins, paraffins, aromatics) plus non-condensable gases (H₂, CO, CO₂, CH₄, C₂–C₄) and a small carbonaceous char. These mechanisms are analogous to thermal cracking in petroleum refining, which is why pyrolysis is often called “plastic cracking”.
Feedstocks and Typical Yields
The feedstock plastic type strongly influences oil yield and composition. Table 1 summarizes representative yields by polymer type, based on literature and industry data.
In general, polyolefins (HDPE, LDPE, PP) and polystyrene produce the highest liquid yields. In one bench reactor study, synthesized ZSM-5 catalyst with LDPE gave 70% oil, 16% gas, 14% char. Polystyrene can yield even more (~80–95% oil) largely as styrene. By contrast, mixed polyesters (PET) and PVC give much lower liquid output and more solids/HCl.
| Plastic type | Temperature (°C) | Oil yield (%) | Gas yield (%) | Char/H₂O (%) | Main products/issues |
|---|
| HDPE/LDPE (polyethylene) | 400–550 | 70–85 | 10–20 | ~5–10 | Aliphatic liquid (paraffins/olefins), C₅–C₁₂ range |
| PP (polypropylene) | 400–550 | 70–85 (similar to PE) | 10–20 | 5–10 | Aliphatic liquids (more branched than PE) |
| PS/EPS (polystyrene) | 350–500 | 80–95 | 5–10 | ~5 | Aromatic liquids; ~77% styrene monomer |
| PET (polyester) | 400–600 | 10–50 | 5–15 | 40–60 | Solid terephthalic acid + CO/CO₂ (low oil) |
| PVC (polyvinyl chloride) | 300–400 | <10 | HCl gas (20–30) | 60–70 | HCl release (56.7% Cl in PVC), polyene char |
| Mixed waste (various) | ~500 | 50–75 | Rest (~20–30) | ~10–20 | Depends on mix; PET/PVC lower yields |
(Sources: experimental pyrolysis studies and industry reports. Yields are approximate and depend on exact conditions and contamination.)
From Table 1, note that PS yields are highest (~80–95%) because most PS breaks into monomers. Polyolefins similarly give 70–85% oil
under typical fast-pyrolysis conditions (short residence, ~500 °C). In contrast, PET and PVC contribute heavy solids/chars: PET pyrolysis leads to solid acids, and PVC yields HCl (which must be scrubbed) and carbonaceous residue. Mixed MSW or post-consumer waste (often a blend of PE, PP, PET, etc.) tends to give 60–75% condensable products
; notably, a high PET fraction (>30%) strongly increases char at the expense of oil.
Product distribution: In general, 70–85% of the feed mass exits as condensable liquid (oil/wax), ~5–20% as solid char (including inorganic ash and residual carbon), and the remainder as permanent gases (a mix of H₂, CO, CO₂, CH₄, C₂–C₄).
For example, a catalytic run on mixed plastics gave 15% liquid, 69% gas, and 15% char. The non-condensable gas is typically rich in methane and C₂–C₄ and is often burned to heat the reactor or generate electricity, often making the process energy-self-sufficient.
Catalysts, Reaction Conditions and Oil Properties
Reaction conditions: Pyrolysis is usually carried out at atmospheric pressure (or slight vacuum to lower boiling points). The temperature is a critical parameter: lower temperatures (<400 °C) favor waxes and char, while higher (~500–600 °C) maximize liquid oil. Heating rates vary by reactor: fluidized beds and some auger reactors achieve very fast heating (tens to hundreds of °C/s), whereas rotary kilns or muffle furnaces are slower. Residence time also matters: “fast pyrolysis” (seconds) maximizes oil, while longer times boost gas yields via secondary cracking.
Catalysts: Both acidic and basic catalysts have been studied. Zeolites (e.g. HZSM-5, ZSM-5) are common acidic catalysts: they crack heavy fragments, dehydrogenate, and promote aromatics, often reducing the needed temperature by ~100 °C. For example, a synthesized ZSM-5 catalyst raised LDPE oil yield to 70% (from ~60% thermally) by enhanced cracking. Other catalysts include Al₂O₃, Hβ zeolite, and spent FCC catalysts. Basic catalysts (CaO, MgO) can neutralize HCl from PVC and stabilize the oil, also promoting decarboxylation to remove oxygenates. Metallic catalysts (Ni, Pt) are used in hydropyrolysis or post-pyrolysis hydrotreatment to saturate olefins and remove heteroatoms. In practice, many commercial pyrolysis systems operate without catalyst (thermal pyrolysis) to avoid catalyst deactivation by contaminants.
Catalysis markedly changes the product slate: e.g., one study on mixed plastics found catalytic pyrolysis (with HZSM-5) gave more gas and higher calorific liquids than non-catalytic. In thermal mode they obtained 13% liquid/59% gas/27% char, whereas with catalyst it was 15% liquid/69% gas/15% char. Catalysts increase dehydrogenation and cracking, shifting products from heavy waxes to lighter aromatics and gases.
Oil properties: Raw pyrolysis oil is a complex hydrocarbon mixture. Its heating value is typically in the 30–45 MJ/kg range (comparable to diesel/naphtha). Reported values span ~34 MJ/kg for mixed-waste oil up to ~43 MJ/kg for a fuel-grade fraction. Viscosity is generally low, around 2–5 cSt at 40 °C (similar to diesel), though it varies with composition. Density is ~0.75–0.90 g/cc depending on aromatic content.
Pyrolysis oil contains negligible sulfur if PVC-free (one report found <0.1 wt% S), but it may have tens to hundreds of ppm of chlorine if PVC is present (unless scrubbed). It is often rich in olefins and aromatics, so it has a low flash point. Because of unsaturation and potential acidity, pyrolysis oil typically needs upgrading (see below) before use as diesel or petrochemical feedstock.
Upgrading and Refining of Pyrolysis Oil
The raw pyrolysis oil (“liquid hydrocarbons”) normally cannot be used directly as a fuel or chemical feedstock without processing. It requires upgrading to meet quality specs. The main steps are:
Condensation & fractionation: The vapor-phase effluent is condensed (often in multiple temperature stages) to separate heavy and light fractions. Typical split: heavy “pyrolysis oil” (C₅+ fractions) and light gases (C₁–C₄). Sometimes the oil is further distilled into naphtha (C5–C12) and diesel-range fractions.
Hydrotreating (hydrogenation): To remove heteroatoms (oxygen, nitrogen, sulfur) and saturate aromatics, the oil is mixed with hydrogen over catalysts (NiMo, CoMo). This yields hydrocarbons closer to commercial fuels. As one expert notes, pyrolysis oils must be upgraded to remove “impurities like O, N, S”. Hydroprocessing also reduces the olefin content and raises the cetane number if used as diesel.
Cracking/hydrocracking (optional): In some schemes the pyrolysis oil is fed to existing refinery or petrochemical crackers (steam cracker or FCC) to break it further into ethylene, propylene, etc. For example, Plastic Energy produces “TACOIL” designed for steam crackers.
Catalytic reforming: To make aromatics (benzene, toluene, xylenes) for petrochemicals, reforming units can be used, though pyrolysis oil is already aromatic-rich.
Coproduct separation: Gases (H₂, light hydrocarbons) can be separated as products or recycled.
Thus, pyrolysis is best viewed as an intermediate step: plastic → crude pyrolysis oil → refined fuel or chemical feedstock. For instance, the Chemical Engineer interview notes that companies blend pyrolysis naphtha into cracker feed after hydrotreating. The goal is often to replace virgin naphtha or diesel, achieving a circular loop.
Operational Parameters and Typical Yields
Industrial pyrolysis operations control key parameters to optimize output. Table 2 summarizes representative conditions and outputs from pilot/industrial data for common plastics. Note that higher temperature and faster heating generally increase oil yield, but also elevate gas production.
| Parameter | Range/Value | Notes / References |
|---|
| Temperature | 300–900 °C (commonly 450–550 °C) | Lower: heavy waxes; Higher: light oils/gas. |
| Pressure | ~1 atm (vacuum optional) | Vacuum pyrolysis can lower boiling points. |
| Residence time | ~0.5–2 seconds (fast pyrolysis) to minutes (slow) | Short time favors oil. |
| Heating rate | 10–100+ °C/s (fast) to 5–10 °C/min (slow) | Fast heating (fluid bed) yields more oil. |
| Inert gas | N₂ or recycled gas flow | Prevents combustion. Gas often recycled. |
| Oil yield (polyolefins) | 70–85 wt% | Example: PE/PP under ZSM-5 catalyst: ~70%. |
| Oil yield (PS) | 80–95 wt% | Styrene-rich oil. |
| Oil yield (mixed MSW) | 60–75 wt% | Dependent on composition (PET lowers yield). |
| Gas yield | ~10–30 wt% | Non-condensable gas (H₂, CO, light hydrocarbons). |
| Char+Tar | ~5–20 wt% | Most char from PET/PVC. |
| Heating value (oil) | 35–45 MJ/kg | Comparable to diesel/naphtha. |
| Viscosity (oil) | 2–5 cSt at 40 °C | Low-viscosity fuel. |
| Sulfur content | <0.1% (often BDL for PE/PP oil) | Low S if feedstock is free of PVC. |
| Chlorine content | 0–1000s ppm | High if PVC present; requires scrubbing. |
| Gases recycled | Often >70% gas burned to heat | Provides process heat (energy balance). |
Sources: pilot-scale pyrolysis studies and industrial reports. Yields depend strongly on feedstock and reactor.
These values illustrate that oil yields around 70–85% are typical for clean polyolefin streams. The residual gas (10–30%) is rich enough to serve as process fuel. For mixed consumer waste, yields are more modest and harder to predict without sorting. Temperatures around 450–550 °C are most common in fluidized and screw reactors. Fast pyrolysis (using fluidized beds) can enhance oil yield but requires finely comminuted feed.
Energy balance: Pyrolysis is endothermic, but the process is often internally heat-integrated. About 60–70% of the off-gas can be combusted to supply the heat (or steam) for the reactor, making many systems almost self-sustaining.
However, external energy input is still needed to reach operating temperature and for feed preprocessing. Reported energy yields (MJ of products per MJ of feed) vary; industry aims for self-sufficiency but net greenhouse benefit depends on end-use of products (e.g. offsetting virgin fuel).
Historical Development Timeline
The idea of converting waste plastics via pyrolysis dates back decades. Early lab experiments and patents emerged in the 1980s. In recent years the technology has progressed from small-scale pilots to first commercial units. Key milestones include:
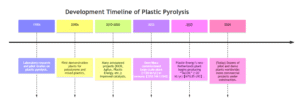
This timeline (from our sources) shows rapid commercialization in the early 2020s. For example, Dow Chemical and partner Mura announced in 2022 a large-scale steam pyrolysis plant in Germany (120,000 ton/yr), aimed at producing cracker feed. In 2025, Plastic Energy (with SABIC) reached mechanical completion of a Netherlands pyrolysis unit (20,000 ton/yr) producing naphtha-equivalent oil. Earlier, smaller pilots by companies like Agilyx (PS to benzene/styrene) and Quantafuel (plastic to oil in Denmark) laid the groundwork.
As of 2026, chemical recycling (including pyrolysis) is strongly supported by regulators (e.g. EU packaging laws) and energy markets (SAF, RCF mandates), driving a surge in pilot projects and feasibility studies.
Environmental, Regulatory, and Economic Considerations
Environmental benefits: Pyrolysis of non-recyclable plastic can reduce landfill and incineration. According to industry assessments, converting plastic to pyrolysis oil can cut carbon emissions by roughly 50–75% compared to incineration, since the carbon is retained in fuel rather than released immediately as CO₂. If the oil replaces virgin naphtha in plastics or fuel production, even greater lifecycle savings are possible.
For instance, a proposal to use pyrolysis oil olefins in surfactant production was calculated to reduce CO₂ by ~60% versus conventional routes. Pyrolysis also prevents release of dioxins/POPs associated with burning PVC, provided HCl is managed. Moreover, the process has a high waste-reduction impact: tens of thousands of tons of mixed plastic that would otherwise go to landfill or the ocean can be diverted.
Emissions and pollution: On the other hand, pyrolysis itself can emit pollutants. Combustion of off-gas generates CO₂, CO, NOx and possibly SOx (if plastics contain S, e.g. PS stabilizers). Some foul condensates (tars) can corrode or polymerize. Scrubbers or neutralizers (e.g. Ca(OH)₂) are needed to capture HCl/VOCs. The use of catalysts or co-feed (e.g. biomass) can improve oil quality but may add metal residues. Overall, proper flue-gas cleanup (bag filters, scrubbers) is essential to meet air standards.
Regulatory context: Recent regulations are creating demand for such advanced recycling. The EU’s Packaging and Packaging Waste Regulation (PPWR) mandates increased recycled content in plastic packaging by 2030. Facilities like the SABIC/Plastic Energy plant explicitly aim to supply the petrochemical industry with recycled “TACOIL” that can qualify as circular feedstock.
Similarly, the UK and EU Recycled Carbon Fuel (RCF) schemes allow producers to count plastic-derived fuels toward renewable fuel targets (e.g. for SAF or marine fuel). These policies enhance the economic viability of pyrolysis oil by creating markets for recycled hydrocarbons. However, regulators also caution that without controls, pyrolysis could become greenwashing (pretending to be recycling while still burning waste).
In fact, a 2024 analysis warned that announced pyrolysis capacity (725 kt by 2023) is far below earlier hype (20 Mt by 2030), and urged scrutiny of actual environmental performance.
Economic factors: The economics of pyrolysis are challenging. A recent techno-economic study (40 kt/yr plant) estimated CAPEX ≈€20.1 M and annual OPEX ≈€3.4 M. This implies ~$500–600 per annual ton of capacity. (A general rule of thumb from waste-to-fuel suggests ~$400–800/ton CAPEX, but varies widely by region and scale.) Key cost drivers include feedstock price (often a “negative” cost if tipping fees are paid for waste), catalyst/binder expenses, and product value.
The study found pyrolysis oil price and throughput have the largest impact on IRR. Energy costs (to heat reactors) and labor/maintenance also contribute. For context, mechanical recycling has far lower OPEX, so pyrolysis must offset costs via higher yield and products. Government incentives (tax credits, subsidies) are emerging in some regions (e.g. Netherlands TopsectorEnergy grant
) but global support is uneven.
Estimated returns are still uncertain. While that study showed ~20% IRR under favorable assumptions, others caution that many current projects are not meeting design capacity. Analysts note that until pyrolysis oil commands a premium (as “crackable” feedstock for making new plastics) or regulations mandate its use, the business case may rely on modest waste disposal fees plus low product prices.
OPEX is often quoted as 30–40% of revenue, but figures vary. In summary, pyrolysis tends to have high CAPEX/OPEX relative to mechanical recycling, especially for mixed/multi-layer plastics. We cover ranges where known and otherwise note “high” cost with reference.
Carbon footprint and life cycle: Full life-cycle analysis (LCA) is complex. If pyrolysis displaces virgin fuel, it avoids both the carbon of incineration and upstream fossil extraction. Even accounting for process heat (often derived from waste gas), net CO₂ emissions are typically lower than incineration and comparable to or slightly above recycling.
Some studies suggest 20–50% reduction in GHG intensity versus using virgin plastic feedstock, depending on allocation. It is essential that pyrolysis oil truly replaces petrochemical inputs; if it simply fuels power generation (via combustion), the carbon advantage shrinks.
Safety: Technologically, plastic pyrolysis must address standard hazards. Feedstock must be kept dry and oxygen-free to prevent flare-ups. The pyrolysis reactor and condensers operate at high temperature and pressure/vacuum, requiring robust design and pressure relief systems.
Flammable gases (hydrocarbons, hydrogen) make explosive atmospheres possible; inert purge (N₂ or CO₂) and strict leak controls are mandatory. PVC-derived HCl is a health hazard; systems must neutralize or scrub acid. Hot char and tars can foul equipment and cause dust explosion risks during handling. Maintenance procedures must include hot-work permits and confined-space safety.
In summary, the environmental and economic viability of pyrolysis hinges on careful management of emissions and economics. It can significantly reduce landfill waste and (potentially) lifecycle GHGs, but only if scaled responsibly with proper pollution controls and a clear product market (chemicals or fuels). Analysts caution that without supportive policy or high-value products, many projects risk underperformance.
Equipment and Process Design
For the pyrolysis equipment manufacturer, several design choices are critical:
Reactor type: Several reactor designs are used industrially:
Fixed-bed (batch) reactors: Simple (vertical or horizontal ovens), used in small-scale or older plants. Advantage: simple operation. Disadvantages: uneven heating, batch operation, limited scale.
Rotary kilns (rotary pyrolyzers): A rotating cylindrical tube partially filled with plastic. Good for large pieces (e.g. whole bottles) and heavy feed. Disadvantage: lower heat transfer, more char/unconverted plastic, requires longer residence.
Auger/screw reactors: A heated screw conveyor continuously feeds plastic through the hot zone. Handles granules/flakes. Provides better heat transfer than fixed bed. Common in modular systems. Can limit char accumulation but still moderate throughput.
Fluidized-bed reactors: Fine plastic particles are fluidized by upward flow (often recirculated pyrolysis gas or inert gas). Offer excellent heat transfer and temperature uniformity. Ideal for film and granulate that can fluidize. Enable very fast pyrolysis (seconds), yielding high oil. Drawbacks: require ground feed (<3–5 mm) and cyclone separators to recover entrained char. According to Kaminsky, fluid bed pyrolysis of poly(methylmethacrylate) yields ~98% monomer, and ~77% styrene from polystyrene, highlighting the high conversion efficiency of this design.
Conical/spouted beds: A variant of fluid beds for handling irregular particles (like flakes). Provide good mixing.
Microwave or plasma reactors: Experimental; use electromagnetic heating for ultra-high temperatures. Currently not commercial for large scale due to cost/complexity.
Feed handling: Plastic waste must be sorted (to remove metals, glass), shredded (to a few mm), and possibly washed/dried. Feed systems (conveyors, screw feeders) must minimize dust and jams. PVC content is often removed or pretreated. Uniform particle size is crucial for consistent reactor flow.
Heating and heat source: Pyrolysis reactors are heated externally by burners or internally by electricity. Many designs combust a portion of the pyrolysis gas in a furnace, transferring heat to the reactor (either by heating tubes or molten metal). Some newer concepts (e.g. MIT’s infrared pyrolysis) use alternative heat transfer. Heat integration is important: flue-gas economizers or steam generators can improve efficiency.
Condensation and recovery: The hot vapors exit the reactor and pass through condensers. A typical system uses a multi-stage condenser: high-temperature (e.g. oil quench at ~100–150 °C) for heavy fractions, followed by lower-temperature condensers (water-cooled or refrigerated) for light oils. Oil is collected in tanks; water-glycol cycles remove the heat. Uncondensed gases are sent to the gas treatment (see below). For safety, all condensers and piping are closed-loop to keep the system inert and prevent vapor leaks. Materials: carbon steel is often sufficient, but stainless (316) or nickel alloys may be needed where HCl or high aromatics could cause corrosion.
Non-condensable gas handling: The off-gas (light hydrocarbons, H₂, CO, CO₂, some H₂O and HCl) is typically cleaned before use. A gas-solid cyclone removes carry-over char. Acid gases (HCl, sulfur) are scrubbed (e.g. with caustic or lime) to protect equipment. The cleaned gas is then recycled as fuel: burned in the reactor’s heating furnace or in a boiler to make steam/heat. Some systems pipe a slipstream of gas to a flare or grid if excess. Compressors and blowers move the gas around; reliability here is crucial for maintaining temperature and pressure.
Materials of construction: High-temperature stainless steels (e.g. 304L/316L) are common for the reactor and piping. Molten metal reactors or units processing PVC may require corrosion-resistant liners (ceramic or alloy). Gaskets and seals must tolerate hydrocarbons and heat. Insulation is needed on all hot sections to minimize heat loss. All equipment is rated for slight vacuum or positive pressure (depending on design). Filtration units (baghouses, water scrubbers) use corrosion-resistant materials for dust and gas cleanup.
Maintenance concerns: Pyrolysis produces sticky tars and char that can foul heat exchangers and cyclones. Regular cleaning (like pigging tubes, vibrating filter), and catalyst regeneration (if used) are needed. Wear points include screw flights (for auger systems) and valve seats exposed to hot oil. Leak detection (especially for HCl or H₂S traces) is critical. The design should allow safe access for shutdown maintenance: slide-frames or clamps on condensers, clean-out ports on reactor, quick-release cyclone cones, etc.
Process flow (mermaid diagram): The overall process flow is shown below:
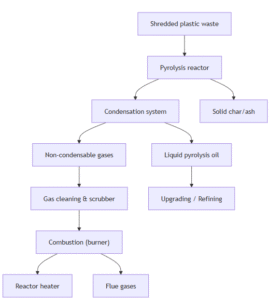
This flowchart depicts a common setup: plastic feed goes into a reactor, yielding oil, gas, and char. Vapors are condensed into oil, with non-condensable gases sent through cleaning and combustion. Some combustor heat is recycled to the reactor heater. The final liquid oil is sent on for upgrading (hydrotreating or co-processing) before use.
Q&A: Common Questions on Plastic-to-Oil Pyrolysis
Q1: Why can plastics, which are normally non-flammable solids, be turned into oil?
A: Plastics are long hydrocarbon chains. Under heat in the absence of oxygen, their bonds break (thermal cracking), producing smaller hydrocarbons that are liquid or gaseous at room temperature.
Q2: Which plastics give the most oil, and which give the least?
A: Polyolefins (PE and PP) and polystyrene yield the most liquid oil (often 70–90%). Polystyrene can yield mostly styrene monomer. PVC yields almost no oil (it decomposes to HCl gas and solid residue).
Q3: Can mixed plastics undergo pyrolysis?
A: What matters is the mix. Polyethylene (PE), polypropylene (PP), and polystyrene (PS) usually pyrolyze well and produce liquid oil and gas. PET, PVC, nylon, and heavily contaminated plastics are more problematic: PET tends to reduce oil quality, PVC releases corrosive HCl and usually needs to be kept out or tightly controlled, and multilayer/filled/dirty plastics can lower yield and complicate operation.
Q4: What are typical operating temperatures and times?
A: Most plastic pyrolysis runs between 400 and 600 °C. Lower (300–400 °C) tends to make waxes and char; higher (600–800 °C) makes more light gas.
Q5: How much oil vs gas vs char do we get?
A: It depends on feed. Clean PE/PP typically give ~80% oil, ~15% gas, ~5% char. PS gives ~85–95% oil (mostly aromatic). Mixed MSW tends to give ~60–75% oil, with the rest mostly gas. PVC/PET increase char: PVC generates >50% solid + HCl. Exact numbers are case-specific, but full conversion (mass balance) ensures all feed ends up in oil+gas+char.
Q6: How is pyrolysis oil used?
A: Pyrolysis oil is typically co-processed in existing refineries or steam crackers. It can be hydrotreated to make low-sulfur diesel or naphtha.
Q7: How does pyrolysis compare environmentally to incineration or mechanical recycling?
A: Pyrolysis avoids incineration’s toxic emissions (no direct combustion of plastic) and uses waste that mechanical recycling cannot (dirty/mixed plastic). LCA studies show pyrolysis can halve the CO₂ emissions of incineration for the same waste.
Q8: What about regulations and markets?
A: Markets for pyrolysis oil are emerging due to new laws. The EU Packaging Regulation (2030 targets) effectively requires recycled feedstock, favoring pyrolysis for multilayer plastics. The US Renewable Fuel Standard and EU RED II allow plastic-derived fuels as “recycled carbon fuels,” giving RIN/CORSIA credits.



