
Waste oil distillation plants offer a robust solution for transforming hazardous waste oils into valuable, reusable resources. The process demonstrates remarkable resource conservation: one gallon of used oil can yield 2.5 quarts of new, high-quality lubricating oil, a quantity that would otherwise require 42 gallons of crude oil.
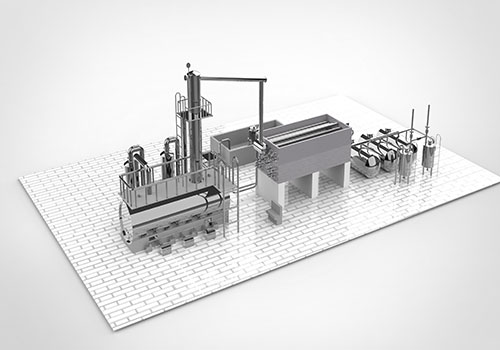
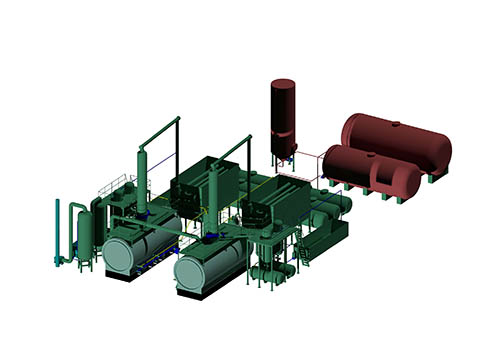
Pyrolysis oil Distillation Plant
A Pyrolysis Oil Distillation Plant is used to refine crude pyrolysis oil, waste engine oil, and similar feedstocks into higher-quality diesel or gasoline, achieving oil yields of up to 80–90% with a daily processing capacity of 10–30 tons.
What Is a Pyrolysis Oil Distillation Plant Used For?
A pyrolysis oil distillation plant is a professional thermal separation equipment designed to upgrade low-value, low-quality oil products into high-value, usable fuels. Its core functions directly address the pain points of waste oil and pyrolysis oil recycling industries, with clear and targeted application value:
- Upgrading pyrolysis oil into usable fuels: Raw pyrolysis oil (from plastic, tire, or biomass pyrolysis) has defects such as high viscosity, poor stability, and low calorific value, making it difficult to directly use. The distillation plant purifies and fractionates pyrolysis oil to convert it into stable, high-performance fuels.
- Turning waste oil into diesel / gasoline: It can process various waste oils (e.g., waste engine oil, waste lubricating oil) through distillation and refining, converting these hazardous wastes into high-value diesel and gasoline products that meet industrial or commercial use standards.
- Improving oil quality, stability, and market value: The distillation process removes impurities (such as sulfur, nitrogen, and heavy metals), colloids, and asphaltenes in raw oils. This significantly improves the oil’s stability, reduces corrosion to equipment, and enhances its market competitiveness and economic value.
- Replacing low-grade fuel oil: The refined diesel and gasoline from the plant can replace low-grade heavy oil, residual oil, and other fuels in industrial boilers, engineering machinery, and generators, reducing fuel costs while improving combustion efficiency and reducing emissions.
As a professional manufacturer, our equipment is optimized for these core functions, with precise process control and high conversion efficiency to ensure that each ton of raw oil generates maximum economic benefits.
What Materials Can Be Processed?
Our pyrolysis oil distillation plant has strong material adaptability, supporting the processing of multiple low-value oil raw materials. The detailed parameters of raw materials, outputs, oil yields, and residues are structured as follows:
Feedstock | Output | Oil Yield | Residue |
Pyrolysis oil (plastic/tire/biomass) | Diesel / gasoline | 70–80% | 20–30% (carbon residue, asphalt) |
Waste engine oil | Diesel | 75–85% | Asphalt (high purity, usable as road building material) |
Crude oil | Diesel / gasoline | Depends on composition (typically 60–85% for light crude oil) | Asphalt, heavy oil residue |
Oily sludge | Diesel + recoverable oil | Varies (15–40% based on oil content in sludge) | Solid residue (detoxified, usable as building material additive) |
Diatomite (oil-containing) | Recoverable oil + carbon black | Depends on grade (20–50% based on oil saturation) | Carbon (high purity, applicable in rubber, ink industry) |
We provide free raw material testing services for global users. Based on the composition and characteristics of your local raw materials, we customize the distillation process parameters to ensure optimal oil yield and product quality.





How Does a Pyrolysis Oil Distillation Plant Work?
Our pyrolysis oil distillation plant adopts a closed-loop, energy-saving working process, which is divided into 5 core steps. The whole process is fully automatic and controllable, ensuring high efficiency, safety, and environmental protection:
Step 1: Raw Oil Feeding
- Crude pyrolysis oil or waste oil is first filtered to remove large-particle impurities, then pumped into the distillation reactor through a sealed feeding system. The feeding speed is automatically adjusted according to the reactor’s working status (controlled by PLC system), ensuring stable operation of the subsequent process. The sealed feeding design avoids oil vapor leakage and environmental pollution.
Step 2: Heating & Fractionation
- The distillation reactor is heated by recycled non-condensable gas or external clean fuel (e.g., natural gas, diesel). Under precise temperature control (150–360℃), the raw oil is gradually vaporized. Different fractions of oil vapor are separated according to their boiling points: light fractions (gasoline) are vaporized at 150–250℃, and heavy fractions (diesel) are vaporized at 250–360℃. Our reactor adopts a jacketed heating design and 316L stainless steel material, ensuring uniform heating and corrosion resistance.
Step 3: Vapor Condensation
- The separated oil vapors are introduced into a multi-stage condenser (combined water cooling and air cooling). The condenser extends the cooling time of the vapor through an innovative baffle design, converting the vapor into liquid diesel and gasoline. The condensation efficiency is as high as ≥95%, maximizing the recovery of liquid fuels. The condensed diesel and gasoline are stored in separate tanks through a pipeline switching system.
Step 4: Non-Condensable Gas Recovery
- Non-condensable gases (e.g., methane, propane) generated during the distillation process are purified (removing dust and tar) and then recycled to the reactor’s heating system as fuel. This reduces external fuel consumption by 30–40%, realizing energy self-sufficiency and reducing operating costs. Excess gas can be stored in a gas tank for standby use.
Step 5: Residue Discharge
- After the distillation process, the remaining heavy asphalt or solid residues are discharged from the reactor through a sealed discharge system (avoiding oxygen ingress and ensuring safety). The discharged asphalt can be directly sold as a road building or waterproof material; solid residues (after detoxification) can be reused or disposed of harmlessly, achieving zero waste discharge.

Distillation Reactor
Acts as the primary heating chamber where crude pyrolysis oil is heated and vaporized. Initiates the separation of oil fractions through controlled thermal processing under atmospheric or slight vacuum conditions. Designed to handle high temperatures with robust insulation to ensure safety and efficiency.

Buffer Tank
Temporarily stores separated oil vapors and stabilizes the pressure within the system. Prevents backflow and ensures smooth, continuous vapor delivery to the condenser. Acts as a safety buffer during pressure fluctuations or sudden feed interruptions.

Condensation System
Rapidly cools oil vapors into liquid form (diesel, gasoline, etc.) through efficient heat exchange. Usually consists of multiple condensers (e.g., shell-and-tube or coil type) to maximize condensation efficiency. Directly influences the final oil yield and recovery rate.

Fractionating Tower
Performs fractional separation of vaporized oil based on boiling points. Ensures higher purity output by allowing light and heavy oil vapors to condense at different levels. Enhances product quality through multi-stage temperature stratification.

Non-condensable Gas Recycling System
Captures and recycles non-condensable gases (e.g., methane, ethane, propane). These gases are reused as fuel for the heating system, forming a closed-loop energy cycle. Helps reduce external fuel costs and minimizes emissions.

Flue Gas Heating System / Exhaust Gas Treatment Unit
Burns recycled gases and provides thermal energy to heat the distillation reactor. Integrated with safety features like gas burners, flame arrestors, and backfire prevention. Includes systems for neutralizing or capturing harmful exhaust, ensuring compliance with emission standards.

Smoke Dust Removal System
Treats flue gases before atmospheric discharge to remove particulates, smoke, and acidic gases. Typically uses dual-stage water scrubbers or cyclone dust collectors. Ensures the plant complies with national and international environmental regulations.
Output & Yield of Distilled Fuel
For investors and users, the output and yield of distilled fuel are the core concerns. We use clear, easy-to-understand language to explain the key data, directly answering the question:
- Main output: Diesel & gasoline: The primary products of the plant are qualified diesel and gasoline. The diesel can be directly used in engineering machinery, industrial boilers, and generators; the gasoline can be used as a fuel additive or further refined to meet higher standards. Both products have stable performance and broad market demand.
- Typical yield: 80–90%: Under the condition of high-quality raw materials (impurity content ≤3%, moisture content ≤1%), the total yield of diesel and gasoline can reach 80–90%. For example, 1 ton of high-quality waste engine oil can produce 0.75–0.85 tons of diesel; 1 ton of plastic pyrolysis oil can produce 0.7–0.8 tons of mixed diesel and gasoline.
- Asphalt residue: 5–15%: The residual asphalt accounts for only 5–15% of the raw material. It has high purity and stable quality, and can be directly sold to road construction or waterproof material manufacturers, creating additional economic benefits.
- Non-condensable gas reused as fuel: The non-condensable gas generated during the process is fully recycled, which can meet 30–40% of the plant’s heating demand. This not only saves fuel costs but also reduces carbon emissions, achieving environmental and economic benefits.
Note: The actual yield will vary slightly according to the type and quality of raw materials. We provide customized yield prediction and process optimization services based on your specific raw material samples, helping you accurately calculate investment returns.
Waste engine oil and waste oil
Output Material: Diesel or gasoline, asphalt。
Oil yield rate: 70~85%
asphalt content:5-15%
Note: The asphalt content is related to the customer's choice of drying process and non drying process.
crude oil
Output Material: Diesel or gasoline
Note: The ratio of diesel and asphalt obtained after crude oil distillation is related to the composition and impurities in the crude oil, and the specific situation shall prevail
pyrolysis oil
Output Material:
Diesel or gasoline
Oil yield rate: 70~80%
esidue: 20~30%
Diatomite
Output Material: pyrolysis oil / diesel, carbon black
The oil yield depends on the type and state of diatomaceous earth
Features of Pyrolysis oil Distillation Plant


Distillation plants incorporates a pre-treatment device that dehydrates and removes impurities from the waste oil, significantly improving the efficiency of subsequent distillation and the quality of the finished oil. A single unit of equipment can process 8-20 tons of waste oil per day, generating a corresponding daily output of 7-18 tons of finished oil, with an oil yield rate stable between 80% and 90%.
A single distillation machine requires only 2-3 operators to complete the entire production process. The machine’s intelligent fault diagnosis system monitors operating status in real time. Through condensation, adsorption and other processes, the waste gas removal rate is increased to more than 98%, and the emission indicators are far lower than the relevant national standards.
How to choose a suitable distillation machine
Basic distillation machine
Capable of processing crude oil, waste engine oil, and various types of waste oil into diesel through distillation, with a daily output of approximately 10–15 tons.
Parameter
- Daily output 10-15t
- Power:15kw
- Application:Pyrolysis oil, waste diesel/engine oil, waste oil residue

Skid-type distillation machine
Capable of processing crude oil, waste engine oil, various types of waste oil, and pyrolysis oil, with a daily output of approximately 10–15 tons.
Parameter
- Daily output 20t
- Power:20kw
- Application:Pyrolysis oil, waste diesel/engine oil, waste oil residue
Oil cutting distillation machine
Capable of processing 15–35 tons of crude oil, waste engine oil, various waste oils, and pyrolysis oil within 24 hours.
Parameter
- Daily output 30t
- Power:20kw
- Application:Pyrolysis oil, waste diesel/engine oil, waste oil residue

Lube Oil Recycling Plant
Lube Oil Recycling Plant is an industrial distillation system designed to convert used lubricating oil, engine oil, and industrial waste oil into reusable base oil and diesel fuel.
Parameter
- Daily output1- 30t
- Power:5kw-20kw
- Application:Pyrolysis oil, waste diesel/engine oil, waste oil residue
| Model | PU-1 | PU-2 | PU-3 |
|---|---|---|---|
| Raw Material | Waste oil | Waste oil | Waste oil |
| Structure Type | Horizontal with tower | Horizontal with tower | Horizontal with tower |
| 24-hour Processing Capacity (not less than) | 10 tons raw material | 20 tons raw material | 30 tons raw material |
| Working Mode | Intermittent operation | Intermittent operation | Intermittent operation |
| Working Pressure | Atmospheric | Atmospheric | Atmospheric |
| Oil Yield (not less than) | 80% | 80% | 80% |
| Power Equipped | 15.0 kW | 20.0 kW | 20.0 kW |
| Cooling Method | Water cooling | Water cooling | Water cooling |
| Cooling Water Consumption (T/h) | —— | —— | —— |
| Transmission Mode | — | — | — |
| Heating Method | Direct | Direct | Direct |
| Installation Method | Furnace foundation | Furnace foundation | Furnace foundation |
| Noise dB (A) | ≤85 | ≤85 | ≤85 |
| Heat Exchanger | None | None | None |
| Main Machine Dimensions | 2200 × 5500 | 2600 × 6600 | 2800 × 7700 |
| Main Machine Weight (kg) | 2800 | 3000 | 3200 |
| Manufacturing Lead Time | 20 days | 20 days | 20 days |
Equipment work Video
Our Pyrolysis Oil Distillation Plant offers a sustainable, eco-friendly solution for converting waste pyrolysis oil into high-quality, reusable fuel. By refining oil extracted from discarded plastics, tires, and biomass, it not only reduces environmental pollution but also optimizes resource utilization. The process significantly lowers harmful emissions, supports a circular economy, and transforms waste into valuable energy—driving sustainable growth.
If you are interested in exploring a customized project to generate profits through distillation, contact us today. Our professional engineers are ready to design a tailored solution for your needs.
Case Studies

Distillation Equipment Project in Malaysia In February 2026, a waste-tire recycling client based in Johor,

Waste Plastic-to-Fuel Refining Equipment Two Sets of Waste Plastic-to-Fuel Refining Equipment Delivered to Malaysia in


10-Ton-Per-Day Waste Oil Distillation Facility April 2026: 10-Ton-Per-Day Waste Oil Distillation Facility in Phnom Penh,

Four Sets Of Waste Tire-To-Oil Pyrolysis Equipment Delivery Of Four Sets Of Waste Tire-To-Oil Pyrolysis

Two Waste Plastic-To-Fuel Pyrolysis Units A Project Involving Two Waste Plastic-To-Fuel Pyrolysis Units Delivered To

Waste Tire-to-Fuel Pyrolysis Plant Installation Detailing The Installation Of One Waste Tire-To-Fuel Pyrolysis Plant In

Skid-Mounted Waste Oil Distillation Unit Delivery In March 2025, a prominent mining services company based


Aluminum-Plastic Pyrolysis Plants In Vietnam Two Aluminum-Plastic Pyrolysis Plants In Vietnam, Completed In October 2024
Pyrolysis Oil Distillation Plant Guide - Compliance, Applications & Advantages
Table of Contents
Part 1: Environmental & Safety Design
As a compliant and professional equipment manufacturer, our pyrolysis oil distillation plant integrates systematic environmental protection and safety design, fully meeting global environmental regulations (EU ETS, US EPA, ISO 14001) and safety standards. This not only ensures legal operation for users but also reflects our responsibility for the environment and operator safety—core to Google EEAT credibility evaluation.
- Gas Reuse Instead of Discharge: Non-condensable gas generated during distillation is not directly discharged but purified (removing tar, dust, and harmful impurities) and fully reused as fuel for the reactor’s heating system. This achieves 30–40% external fuel substitution, reducing carbon emissions by 25–35% compared to traditional open-type equipment, while eliminating air pollution from gas discharge.
- Water Seal Safety System: The key gas pipelines and reactor are equipped with a high-performance water seal system, which forms a reliable liquid barrier to prevent backfire and gas leakage. When the system pressure fluctuates abnormally, the water seal automatically adjusts to maintain pressure balance; in case of emergency, it cooperates with the emergency vent valve to quickly release pressure, fundamentally avoiding deflagration risks common in informal “earth stoves”.
- Neutralization of Acidic Wastewater: The small amount of acidic wastewater generated during the distillation process is collected in a dedicated neutralization tank. Through automatic dosing of alkaline agents (customized according to wastewater pH value), the wastewater pH is adjusted to 6–9 (neutral range) before being further treated by filtration and purification. The treated water can be fully reused for equipment cooling, realizing zero wastewater discharge.
- Dust & Flue Gas Treatment: The system is equipped with a multi-stage flue gas purification module: first, cyclone dust removal to remove large-particle dust (removal rate ≥98%); then, activated carbon adsorption to filter VOCs and odorous substances (purification rate ≥99%); finally, a double-layer packing atomization tower to remove acid mist and fine particles. The treated flue gas meets global emission standards (particulate matter ≤10mg/m³, SO₂ ≤50mg/m³), with no visible smoke or odor.
- Closed-Loop System: The entire production process (feeding, distillation, condensation, residue discharge) adopts a fully sealed closed-loop design. Raw oil, products, and wastes are transmitted through sealed pipelines and equipment, avoiding oil leakage, gas diffusion, and dust scattering. This not only prevents environmental pollution but also reduces product loss, improving overall economic benefits.
Part 2: Applications of Pyrolysis Oil Distillation Plant
Our pyrolysis oil distillation plant is widely used in global waste recycling and fuel upgrading industries, providing targeted solutions for different customer scenarios to help users convert low-value raw materials into high-value usable fuels. Typical application scenarios include:
- Waste Tire Pyrolysis Plants: Used to upgrade low-value pyrolysis oil from waste tire pyrolysis into high-quality diesel and gasoline. This solves the problem of low market acceptance and low price of raw pyrolysis oil, increasing the profit margin of tire pyrolysis projects by 40–60%.
- Plastic Pyrolysis Plants: Suitable for upgrading plastic pyrolysis oil (PP, PE, PS, etc.) into refined fuels. The plant adapts to the high viscosity and high colloid characteristics of plastic pyrolysis oil through customized pre-treatment modules, ensuring stable distillation and high product quality.
- Used Oil Recycling: For used oil recyclers (collecting waste engine oil, waste lubricating oil, waste hydraulic oil), the plant converts these hazardous wastes into qualified diesel. The whole process is compliant and efficient, helping recyclers expand business scale and gain policy support.
- Industrial Fuel Upgrading: Applied in industrial parks (textile, paper, chemical) to upgrade low-grade fuel oil (heavy oil, residual oil) into high-combustion-efficiency diesel. This reduces fuel consumption of industrial boilers by 15–20% and lowers emission costs, meeting strict environmental requirements for industrial production.
- Marine, Boiler, Generator Fuel: The refined diesel produced by the plant can be directly used as fuel for marine engines, industrial boilers, and generators. It has good combustion stability (cetane number ≥45) and low sulfur content (≤0.5%), adapting to the fuel demand of equipment in remote areas, construction sites, and marine operations where formal refined oil supply is insufficient.
Part 3: Market Outlook for Pyrolysis Oil Distillation
Strong Market Growth
According to multiple market research sources, the global pyrolysis oil market is showing remarkable growth:
Precedence Research reports a market size of USD 1.83 billion in 2024, projected to rise to approximately USD 4.51 billion by 2034, with a CAGR of 9.45% between 2025–2034 Precedence Research.
Market Research Future (MRFR) projects further growth—from USD 1.63 billion in 2023 to USD 3.32 billion by 2032, achieving a CAGR of ~8.21% OpenPR.
Regional Leadership & Dynamics
North America held a market share of around 30–39%, with strong regulatory and technology support helping drive growth Verified Market ReportsSkyQuest.
Europe is projected to lead with around USD 0.5 billion in 2024, growing to USD 1.2 billion by 2034 (CAGR ~9%) Reports and data.
Asia Pacific is experiencing the fastest growth (CAGR ~10%), fueled by industrial expansion, policy backing, and abundant feedstock availability
1. By Feedstock
Biomass:
Leading feedstock segment, holding about 66.6% share in 2023. Consainsights
Includes agricultural residues, forestry waste, and wood—valued for renewability and lower environmental impact MarkWide ResearchReportsnMarkets.
Plastics:
Rapidly expanding segment; market size estimated at USD 0.73 billion, projected to reach USD 1.49 billion by 2033. Consainsights
LDPE dominates the plastic pyrolysis feedstock (≈35% share) due to its high availability and good yield. Global Market Insights Inc.
Tires:
Fastest-growing feedstock subtype driven by rising environmental regulations and large tire waste volumes Precedence ResearchVerified Market Reports.
Wood & Other Products:
Other feedstocks include lignocellulosic biomass and energy crops, though less dominant. MarkWide Research
2. By Application
Fuel Production:
Dominates total market revenue (~50–65%) in 2023, used in diesel engines, boilers, and marine applications. Exactitude ConsultancyVerified Market Reports+1
Heat & Power Generation:
Especially relevant for biomass pyrolysis oil (~43% share). ReportsnMarkets
Chemical Feedstock:
Fastest-growing application; pyrolysis oil used for production of acetic acid, phenols, lubricants, etc. Mordor Intelligenceusdanalytics.comExactitude Consultancy
Others:
Includes industrial uses like blending, power turbines, and specialty applications Exactitude Consultancy
1. Heat & Power Generation
This segment dominates the market, accounting for approximately 57.9% of global revenue alliedmarketresearch.com. Pyrolysis oil is used in industrial oil burners and boilers—often with minimal modifications—making it a cost-effective and eco-friendly alternative to traditional fuel oil.
2. Fuel Production (Diesel & Gasoline)
Pyrolysis oil is increasingly upgraded to diesel-like or gasoline-like fuels, suitable for heavy-duty machinery, agricultural vehicles, marine vessels, and backup generators. Its compatibility with existing combustion engines is a major advantage Precedence ResearchWikipedia.
3. Chemical Feedstock
The fastest-growing segment, pyrolysis oil is gaining traction as a renewable alternative to fossil-derived feedstocks. Industries are integrating it into processes for producing naphtha, phenolics, acetic acid, and other petrochemicals, especially in efforts to decarbonize supply chains Precedence Research.
4. Others (Specialty Applications)
Additional applications include:
Use as a thermal source in zinc production kilns, replacing heavy fuel oils Wikipedia.
Emerging usage in personal and industrial heating, blending, or resins—though smaller in scale.
Summary Table
| End-Use Segment | Description |
|---|---|
| Heat & Power Generation | Largest segment; burns easily in boilers/oil furnaces |
| Fuel Production | Upgraded into diesel/gasoline for transportation, agriculture, and marine use |
| Chemical Feedstock | Rising adoption in petrochemical processes to meet sustainability goals |
| Other Applications | Niche and specialty uses, e.g., industrial thermal sources |
Key Takeaway:
The Heat & Power sector currently leads in demand for pyrolysis oil. However, the Fuel Production and Chemical Feedstock segments are rapidly expanding—making them promising avenues for those investing in Pyrolysis Oil Distillation Plants.
Part 4: Why Choose Our Pyrolysis Oil Distillation Plant
As a direct manufacturer with core technology and global service capabilities, we provide users with more than just equipment—we deliver full-cycle solutions to ensure project success. Our competitive advantages are rooted in engineering experience, project practice, customization capabilities, and global support:
- Rich Engineering Experience: With 12+ years of focus on pyrolysis oil distillation technology, our R&D team (composed of 15+ senior chemical and mechanical engineers) has obtained 28 independent intellectual property rights (including sealed distillation, energy-saving heating, and flue gas purification). We have optimized the equipment design through 1000+ project verifications, adapting to the characteristics of raw materials and regulatory requirements in different regions.
- Global Installed Projects: We have completed 500+ installed projects in 60+ countries, including waste tire pyrolysis oil upgrading projects in Indonesia, waste engine oil recycling projects in Nigeria, and industrial fuel upgrading projects in Germany. We can provide on-site project inspections and case sharing for users in different regions, enhancing trust through real practice.
- Customization Capabilities
- Comprehensive Global Service: We provide full-process technical services covering pre-sales, in-sales, and after-sales: 1. Pre-sales: Free raw material testing, project feasibility analysis, and local policy interpretation; 2. In-sales: Professional engineers go to the site for installation and commissioning (arrival within 3–7 working days for global regions), and systematic operation training for operators; 3. After-sales: 24/7 online technical support, regular on-site maintenance, and lifelong equipment upgrade services.
We are committed to becoming a long-term partner for global users in the pyrolysis oil distillation industry, helping you achieve compliant operation, efficient production, and sustainable profitability.
Part 5: About Pyrolysis oil Distillation Plant FAQ
What is a Pyrolysis Oil Distillation Plant?
A Pyrolysis Oil Distillation Plant is an industrial system designed to refine crude pyrolysis oil—produced from the pyrolysis of waste materials like plastics, tires, and biomass—into cleaner, high-quality fuels such as diesel, gasoline, or kerosene.
It works by heating the crude pyrolysis oil under controlled conditions to separate it into different fractions based on boiling points. This process removes impurities, reduces sulfur content, and improves fuel stability, making the end products suitable for use in engines, generators, or industrial applications.
In short, it’s a technology that transforms low-value waste-derived oil into valuable, eco-friendly fuel, helping reduce pollution and promote resource recycling.
What kinds of feedstocks will this machine handle? (e.g., LDPE, HDPE and tires), medical waste, etc. )?
A Pyrolysis Oil Distillation Plant can process a wide range of feedstocks, as long as they can first be converted into pyrolysis oil through a pyrolysis system. Common examples include:
- Plastics: LDPE, HDPE, PP, PS, and mixed plastic waste
- Rubber: Used car and truck tires, conveyor belts, rubber scraps
- Biomass: Wood waste, agricultural residues, coconut shells, nutshells
- Industrial waste: Oil sludge, refinery waste, paint sludge
- Medical waste: Certain non-hazardous plastic components (after proper sterilization and sorting)
These materials are first processed in a pyrolysis reactor to produce crude pyrolysis oil, which is then refined in the distillation plant into cleaner, reusable fuels.
Do you require any pre-treatment (shredding and drying, or de-vulcanization) needed prior to feeding is required.
Yes — some pre-treatment is generally required to ensure efficient operation and higher-quality output from the Pyrolysis Oil Distillation Plant. Typical pre-treatment steps include:
- Shredding – Large materials like tires, bulky plastics, or rubber must be shredded into smaller pieces to improve pyrolysis efficiency.
- Drying – Moisture in the feedstock reduces oil yield and increases energy consumption, so materials should be dried to a low moisture content.
- De-vulcanization (for rubber) – While not always mandatory, removing or breaking sulfur bonds in vulcanized rubber can improve oil quality and reduce sulfur content in the final fuel.
- Sorting & Cleaning – Removing metals, glass, and other non-pyrolyzable contaminants prevents equipment damage and improves oil purity.
These steps help maximize yield, reduce impurities, and extend the lifespan of the distillation system.
What are the requirements for the size of the place?
The capacity of the plant directly influences the space needed:
Small Scale (e.g., 100-500kg/day): These smaller units typically require approximately 15-20 square meters of space.
Mid-Range (e.g., 1-3t/day): About 5m x 10m (50 square meters) is generally needed.
Mid-Range (e.g., 5-7t/day): Ranging from 70-150 square meters.
Large Scale (e.g., 10-15t/day): For these higher capacity plants, space requirements can range from 150 to 250 square meters, depending on the specific machine design and overall configuration.
How many workers are needed to operate the distillation machine?
Small batch unit (1–5 t/day) – 2–3 workers per shift (feedstock handling, operation, product collection).
Medium plant (5–20 t/day) – 3–5 workers per shift (including an operator, assistant, quality checker, and maintenance support).
Large continuous system (20+ t/day) – 5–8 workers per shift, plus a maintenance/engineering team for 24/7 operation.
If the system is highly automated with PLC control and integrated safety features, manpower can be reduced by 30–50%, but you still need at least:
1 control room operator
1–2 field operators for feeding, discharge, and inspection
1 maintenance technician on standby
For safe and efficient running, even small plants should have trained staff for both operation and emergency handling.
Environmental Protection and Emission Control
Flue Gas Purification – High-temperature exhaust gases are treated through a series of scrubbers, filters, or catalytic converters to remove dust, acidic gases, and other pollutants.
Odor Control – Sealed systems, activated carbon adsorption, and condensation units capture volatile organic compounds (VOCs) to prevent unpleasant smells from escaping.
Wastewater Treatment – Any process water or condensation wastewater is treated via oil-water separation, filtration, and neutralization before discharge or recycling.
Solid Residue Management – Catalyst residues, filtration solids, and bottom asphalt-like residues are safely collected for reuse (e.g., in asphalt) or disposal according to hazardous waste regulations.
Closed-Loop Operation – Non-condensable gases are recycled as fuel for heating, reducing external energy demand and lowering greenhouse gas emissions.
Compliance Monitoring – Continuous emission monitoring systems (CEMS) track key parameters (SO₂, NOx, particulate matter, VOCs) to ensure legal compliance.