
PyrolysisUnit adopts a water-film and double-alkali desulfurization dust removal system to purify acidic gases generated during oil sludge pyrolysis. The alkaline scrubbing liquid neutralizes acidic substances in the exhaust gas, helping reduce emissions and improve environmental compliance.
Oil sludge pyrolysis is becoming an increasingly popular solution for converting hazardous oily waste into valuable fuel oil while reducing environmental pollution. However, before starting an oil sludge pyrolysis project, it is important to understand the feedstock characteristics, equipment requirements, and operational challenges.
1. What Types of Oil Sludge Are Suitable for Pyrolysis?
Most oily sludge materials can be processed through pyrolysis, including:
- Tank bottom sludge
- Refinery oily sludge
- Drilling waste oil sludge
- Industrial oily sediment
- Waste mineral oil sludge
- Marine oily sludge
The ideal oil sludge should contain:
- Recoverable hydrocarbon content
- Moderate moisture content
- Limited oversized metal impurities
If the water content exceeds 30%, starting the project is generally not recommended because excessive moisture significantly increases fuel consumption and reduces oil yield.
Before pyrolysis, the following should be tested:
- Moisture content
- Oil content
- Sulfur and chlorine content
- Metal impurities
- Presence of woven bags, plastics, or debris
If the sludge contains excessive woven bags or fibrous impurities, a screw feeding system is recommended. Large metal objects should be manually removed before feeding, while small metal particles usually do not require manual sorting.
2. How to Handle Coking During Oil Sludge Pyrolysis?
One of the biggest operational challenges in oil sludge pyrolysis is reactor coking.
PyrolysisUnit solves this problem by adding approximately 20 kg of waste tires into the reactor before processing the oil sludge. During the pyrolysis process, the steel wires inside the tires help scrape and reduce coke buildup on the inner reactor surface.

This method helps:
- Reduce reactor coking
- Improve heat transfer efficiency
- Extend continuous operation time
- Lower reactor cleaning frequency
This is especially useful for heavy oily sludge with high asphalt or heavy hydrocarbon content.
3. How to Handle Chlorine-Containing Gas During Pyrolysis?
Some oil sludge contains chlorine compounds, which may generate acidic gases during pyrolysis.
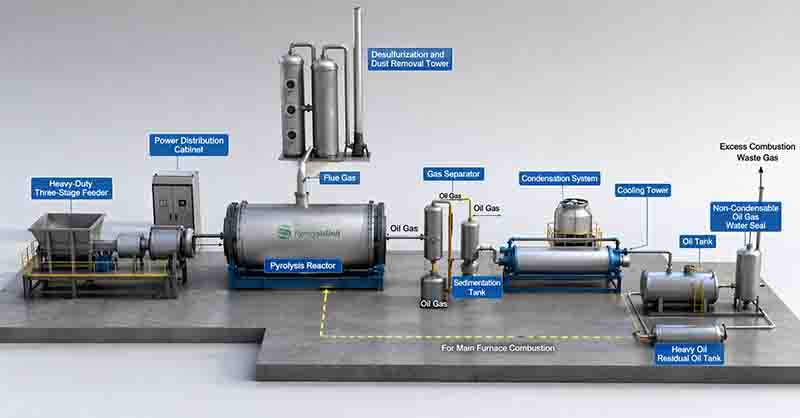
PyrolysisUnit uses a combined desulfurization and dust removal system featuring:
- Water-film scrubber technology
- Double-alkali desulfurization process
- Acid-base neutralization
- Magnetic ring adsorption system

Acidic gases are neutralized through contact with alkaline scrubbing liquid inside the spray tower, helping reduce harmful emissions.
For high-chlorine oil sludge projects, PyrolysisUnit can upgrade:
- Reactor material
- Oil-contact pipelines
- Valves and fittings
to 301 stainless steel to improve corrosion resistance.
With these upgrades, the equipment service life can reach approximately 8–10 years.
4. Why Batch-Type Pyrolysis Machines Are Recommended
PyrolysisUnit recommends using batch-type pyrolysis systems for oil sludge treatment because oily sludge feedstock often has:
- Unstable composition
- High impurity content
- Variable moisture levels
- Complex viscosity characteristics
Batch pyrolysis systems provide:
- Better operational flexibility
- Easier maintenance
- Improved adaptability to difficult feedstock
- Lower risk of pipeline blockage
This makes batch pyrolysis equipment more suitable for oily sludge projects than continuous systems in many practical applications.
5. Economic Potential of Oil Sludge Pyrolysis
In many regions such as Europe and North America, oil sludge is classified as hazardous waste.
As a result, disposal subsidies or treatment fees are commonly available, typically ranging from:
- $250–$400 per ton
This means oil sludge pyrolysis projects may generate revenue from:
- Hazardous waste treatment fees
- Pyrolysis oil recovery
- Scrap metal recovery
- Carbon residue utilization
When combined properly, these factors can significantly improve project profitability.
6. Final Recommendation Before Starting
Before investing in an oil sludge pyrolysis project, it is strongly recommended to:
- Conduct laboratory testing
- Analyze moisture and impurity levels
- Confirm chlorine and sulfur content
- Evaluate local environmental regulations
- Determine whether pretreatment is required
Choosing the correct reactor material and gas treatment system is critical for ensuring long-term stable operation and equipment lifespan.



Definition of Oil Sludge Pyrolysis: Oil sludge pyrolysis is an advanced thermal treatment technology that decomposes hazardous oil sludge into valuable renewable resources (pyrolysis oil, Pyrolysis Char, syngas) under oxygen-free or hypoxic high-temperature conditions (300–800℃). It transforms toxic, non-degradable oil sludge into usable products while minimizing environmental impact—core to sustainable waste management for oil-related industries.
Why It’s More Rational Than Landfill/Incineration
- vs. Landfill: Landfill occupies massive land resources and risks leaching toxic substances into groundwater/soil, causing long-term environmental pollution. Pyrolysis completely eliminates hazardous components in oil sludge and recycles resources, avoiding secondary pollution and land waste.
- vs. Incineration: Incineration releases harmful gases (e.g., dioxins, SO₂) and requires high energy input. Pyrolysis operates in an oxygen-free environment, producing no dioxins or other toxic emissions. Moreover, the syngas generated during pyrolysis can be recycled as fuel, reducing energy consumption and realizing resource reuse.

Core Principle: Oxygen-Free Thermal Decomposition: Under sealed, oxygen-free conditions, oil sludge is heated to a specific temperature to break down long-chain organic compounds into small-molecule gases (syngas) and liquid hydrocarbons (pyrolysis oil). The remaining solid residue is Pyrolysis Char. This process not only neutralizes the hazardous nature of oil sludge but also maximizes resource recovery—our technology optimizes temperature control (450–650℃) and reaction time to improve product yield and quality.



Our oil sludge pyrolysis process is a closed-loop, eco-friendly system with 5 core steps, optimized for high efficiency, safety, and resource recovery:
- Pre-Treatment (Dewatering & Homogenization): First, raw oil sludge undergoes mechanical dewatering (pressure filtration/centrifugation) to reduce moisture content from 30–60% to ≤10%—critical for improving thermal efficiency and reducing fuel consumption. Then, the dewatered sludge is homogenized (crushed and mixed) to ensure uniform particle size and oil distribution, laying the foundation for stable pyrolysis.
- Sealed Pyrolysis Reactor: Homogenized sludge is fed into a sealed, oxygen-free reactor (our core equipment). The reactor is heated to 450–650℃ via recycled syngas or external fuel. Under oxygen-free conditions, sludge decomposes into pyrolysis gas (hydrocarbons + syngas) and solid residue (Pyrolysis Char + impurities). Our reactor uses a jacketed heating design for uniform temperature distribution and wear-resistant 316L stainless steel to withstand high corrosion and temperature.
- Oil–Gas Condensation: The pyrolysis gas is cooled by a multi-stage condenser (water-cooled + air-cooled) to convert liquid hydrocarbons into pyrolysis oil. Non-condensable syngas (e.g., methane, propane) is separated for recycling. Our condenser system is optimized for high condensation efficiency (≥95%) to maximize pyrolysis oil yield.
- Syngas Recovery: The separated syngas is purified (removing dust and tar) and then recycled to the reactor’s heating system as fuel—reducing external fuel consumption by 30–40%. Excess syngas can also be stored as clean energy for other industrial uses, realizing energy self-sufficiency.
- Solid Residue Discharge: After pyrolysis, the solid residue (Pyrolysis Char + impurities) is discharged from the reactor via a sealed system (to avoid oxygen ingress). The residue is then processed to separate Pyrolysis Char (reusable as fuel or rubber additive) and inert impurities (harmless, can be used as building materials), achieving zero waste discharge.


Daily Processing Capacity 1–5 t Pyrolysis Machine
Capable of processing 1 to 5 tons of oil-bearing sludge within 24 hours via a pyrolysis process, it achieves an oil yield of 40% to 75%, thereby transforming waste into valuable resources through recycling.

Daily Processing Capacity 10–15 t Pyrolysis Machine
The batch-type pyrolysis plant can process 10 to 15 tons of oil sludge per day. This equipment is suitable for small and medium-sized recycling plants, customers with stable and centralized feedstock sources, and government environmental protection projects.

Daily Processing Capacity 10–30 t Pyrolysis Machine
The semi-continuous pyrolysis plant is suitable for waste tire and plastic pyrolysis, with a processing capacity of more than 20 tons per day. However, it is not suitable for oil sludge pyrolysis.











Why Oil Sludge Pyrolysis ≠ Plastic/Tyre Pyrolysis: Oil sludge is fundamentally different from plastic/tyre waste—it is a hazardous waste containing toxic substances (e.g., polycyclic aromatic hydrocarbons, heavy metals) and corrosive components (e.g., naphthenic acid). Its treatment is subject to stricter global environmental regulations (e.g., EU Waste Framework Directive, US RCRA). Unlike plastic/tyre pyrolysis which focuses on resource recycling, oil sludge pyrolysis must first meet “hazardous waste harmless treatment” standards, with higher requirements for emission control and residue disposal. Our equipment is specifically engineered for these characteristics, avoiding secondary pollution risks that generic plastic/tyre pyrolysis equipment may bring.
Three-Waste Treatment Logic (Closed-Loop Environmental Protection System)

- Waste Gas Treatment: Adopt multi-stage purification process—pyrolysis gas first passes through a cyclone dust collector to remove solid particles, then enters an activated carbon adsorption tower to filter VOCs and odorous substances, and finally is discharged at high altitude after passing through a catalytic combustion module (optional for strict regions). Emissions fully meet global standards (e.g., EU: particulate matter ≤10mg/m³, VOCs ≤20mg/m³; US EPA: HAPs ≤0.005g/s).
- Waste Water Treatment: Implement zero-discharge closed-loop system—dehydration wastewater from oil sludge pre-treatment is separated by oil-water separator (oil recovery rate ≥95%), then treated by coagulation sedimentation and ultrafiltration, and fully reused for equipment cooling. No wastewater is discharged externally, avoiding groundwater/soil contamination.
- Solid Residue Treatment: The solid residue after pyrolysis (Pyrolysis Char + inert impurities) is detoxified. After purification, Pyrolysis Char can be reused in rubber manufacturing or as fuel; inert impurities (harmless after treatment) can be used as building materials or disposed of in general waste landfills, complying with hazardous waste reduction and recycling requirements.
Comparison with Earth Furnace: Earth furnace (informal open pyrolysis equipment) is widely used in some low-regulation regions for waste treatment, but it has inherent environmental flaws. Compared with earth furnace, our oil sludge pyrolysis plant has obvious compliance advantages: 1. Closed-loop operation: No toxic gas leakage or dust scattering, avoiding atmospheric pollution; 2. Standardized emission control: Equipped with professional three-waste treatment modules, emissions meet local regulatory requirements; 3. Hazardous waste harmlessness: Effectively decompose toxic components in oil sludge, while earth furnace only performs simple pyrolysis, leaving toxic residues. Choosing our equipment ensures legal operation and avoids risks of fines or shutdowns due to non-compliance.
As a professional manufacturer with independent intellectual property rights, our oil sludge pyrolysis equipment integrates multiple innovative technologies, effectively solving industry pain points such as poor airtightness, uneven heating, low yield, and easy corrosion. The core technical advantages are as follows:
- High-Tightness Sealing System: The connection between the furnace body and equipment adopts lathe coil mold technology for connection, ensuring excellent airtightness. Equipped with graphite seals, directional transmissions, and national standard stainless steel corrugated expansion joints, the dynamic sealing material can effectively prevent gas leakage, ensure production safety, and has independent intellectual property rights.
- Horizontal Dual-Drive Rotating Structure: The key part of the pyrolysis processor is designed with a horizontal dual-drive rotating structure with a rotation speed of 0.4 rpm. It completely overcomes the industry problems of domestic vertical flat-bottom pyrolysis processors, such as uneven heating at the bottom, easy fracture, low output, and short service life.
- Corrosive Gas Treatment: A small amount of acid gas will be generated during equipment operation. Our system effectively treats corrosive gases such as hydrogen sulfide in materials through special processes. On the one hand, it reduces the damage of corrosive gases to equipment; on the other hand, it reduces secondary environmental pollution.
- Impurity Removal at Processor Outlet: A special facility with independent intellectual property rights is added near the outlet of the pyrolysis processor. The improvement of this process can change the direction of the air flow, effectively remove impurities entrained in the gas discharged from the pyrolysis device, and reduce the possibility of smoke accumulation and blockage.
- Gas Drying & Anti-Corrosion: A special device is installed in the multi-stage separator device, which can dry the gas, further reducing the possibility of equipment corrosion and blockage.
- Anti-Clogging Pipeline with Pre-Cooling Function: The entire process of gas from the gas distribution package to the condenser adopts anti-clogging four-way process pipelines. In addition, a condensation sleeve is added outside the pipeline, which can achieve a pre-cooling effect on the gas.
- Innovative Baffle Condenser: We have broken through the original condensation process on the condenser and innovated a baffle condenser, which can extend the cooling time of the gas, thereby greatly improving the oil yield.
- U-Shaped Liquid Flow Pipeline: We have changed the original straight pipeline to an innovative U-shaped pipeline in the liquid flow pipeline. This pipeline can prevent insufficiently condensed gas from flowing out with the liquid and being wasted, and return it to the condenser for re-cooling.
- Double-Layer Packing Atomization Tower: Regarding the environmental protection issue of flue gas emission, we have changed the original old-fashioned atomization tower. The currently used atomization tower is designed with double-layer packing, which effectively improves the flue gas treatment effect.
